本钢冷轧厂酸洗一一酸再生机组的生产工艺参数及优化改进措施
CDCM线的酸洗机组是本钢冷轧薄板厂的首道工序,该机组由克莱西姆、安德鲁茨公司联合设计。酸洗机组设计能力为80.3万t/年热轧卷,采用F.BW64法国焊机和法国克莱西姆拉矫机,工艺段采用国际先进的浅槽连续盐酸洗,并采用了小循环 供排酸方式。酸再生机组是奥地利安德鲁茨公司设 计,工作原理是把酸洗线的废酸通过酸再生机组转 变成可以利用的再生酸,具有世界先进水平。2004年集团公司给我厂下达生产任务指标是115万t,而配套的酸再生机组仅能满足100万t的生产,目前生产中已暴露出换酸能力相对不足的问题,只有通过对酸洗、酸再生机组生产工艺的优化,进行局部设 备改造,减少机组停机时间,提高机组换酸能力,从而保证冷轧厂胜利完成任务。
2.2酸再生机组生产工艺 流程
酸再生机组是由奥地利安德鲁茨公司设计酸再生机组化学反应方程式
按酸总值180 g/L计算,Fe2+浓度120 g/L,则 返回废酸浓度为30 g/L,则6.4 n?废酸的HC1可生成Im³再生酸,1 + 5.4 m³= 6.4m³再生酸。由此可以证明奥地利安德鲁茨公司酸再生机组6.4m³,废酸可以生成6.4m³再生酸(按酸值180〜190g/L计算)。按200 g/L计算,则再生酸产量为6 m3/h。
酸再生机组现今处理废酸量6400L/h,生成再酸6400L/h,F6413喷洒量4300 L/h,F6513喷洒暈 6000 L/g,酸值 200 g/L。
按酸总值200g/L计算,则回酸C1 一为41.6 g/ L,Fe2+为120 g/L,而从工艺段回到再生机组的废 酸浓度往往只有90-100 g/L,CK含量81.2~68g/ L,从工艺角度有些浪费。
冷轧所用的热轧钢卷一般分为16.5 t/卷和20.5t/e两种规格,按酸洗铁损0.4%计算
如果按20.5 t/#计算,铁损为0.082t : 20.5t X0.4%=0.082t。
按 16.5 t/卷:则 0.7365 t 铁损:0.73654-0.066 = 11.16卷,16.5 t/卷 x 11.16 卷=184t。
则由此可以推算酸再生能力6m3/h,酸值200g/L可酸洗180t左右的热轧卷,则1 m3HCl可反应 30 t热轧卷,按保守计算1 m³HCl可反应27 t热轧卷。
如1m³再生酸 CI:200 g/L—C1 一 : 70 g/L(废酸)—Fe2+ :100 g/L其中C「反应130 g/L少反应 30 g/Lo
按工艺优化前产量计算,每1m³再生酸可酸洗27-4 = 23 t钢,一年365天,扣掉中修10天,按每 月31天计划作业时间670 h计算,则一年的工作时 间大约7500 h,按每小时生产6 m3计算,则一年再 生机组可酸洗7500 h x 6 m3 x 23 t/h= 103.5万t钢。
由此可知,再生机组最大潜能为128万t,工艺 优化后比工艺优化前可多生产25万t。
(3)由此可以推出16.5t和20.5 t的热轧卷不同厚度其长度是接近的,取其平均值:
(4)热轧来料在酸洗机组头部切4刀10 m、尾 部切4刀10 m,目的将头尾缺陷切掉,则各规格充 套长度如下:
CDCM机组入口辅助时间=焊接周期+穿带 时间+带钢升减速时间+剪切带头尾时间。
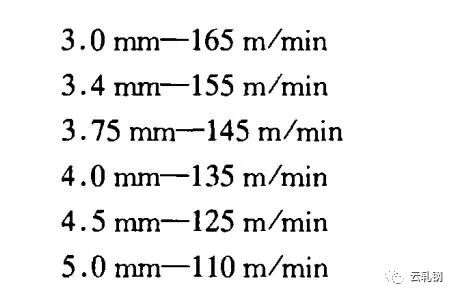
因为酸洗机组工艺段实际最大速度为200 m/min、 则合理地制定工艺段速度,即保证连续均衡生产,又 保证最大限度提高产能是十分必要的,则以此制定:
16.5t/卷X6 卷=99 tx98% = 97 — 27 = 3.6m³
(2)若提高产量,只能减少小停时间,优化工艺制度,才能保证生产顺行。由此可知:
3.4mm的料需换酸,6.0~6.9 11?(按1020〜 1275 mm)可以生产窄料10.5卷(173 t),宽料9.5 卷(195t)。
如果扣除轧机和其它人为干预因素,则酸洗机 组每小时可生产175t钢,则一年酸洗机组最佳产能 175 t/hx 6800 h= 119万t钢,也就是一年可生产 120万t钢。
(1)从酸洗线返回的6.4m³废酸,通过再生机 组可以生成6~6 .4m³再生酸。
(3)1m³再生酸可酸洗热轧带钢23-271左右 的表面氧化铁皮。
(5)在保证均衡连续生产的前提下,合理的制定出不同规格带钢的工艺段速度。
(7)酸洗机组经过工艺优化后,可在原有基础 上一年最佳产能提高20万t。
流程
酸再生机组是由奥地利安德鲁茨公司设计酸再生机组化学反应方程式
按酸总值180 g/L计算,Fe2+浓度120 g/L,则 返回废酸浓度为30 g/L,则6.4 n?废酸的HC1可生成Im³再生酸,1 + 5.4 m³= 6.4m³再生酸。由此可以证明奥地利安德鲁茨公司酸再生机组6.4m³,废酸可以生成6.4m³再生酸(按酸值180〜190g/L计算)。按200 g/L计算,则再生酸产量为6 m3/h。
酸再生机组现今处理废酸量6400L/h,生成再酸6400L/h,F6413喷洒量4300 L/h,F6513喷洒暈 6000 L/g,酸值 200 g/L。
按酸总值200g/L计算,则回酸C1 一为41.6 g/ L,Fe2+为120 g/L,而从工艺段回到再生机组的废 酸浓度往往只有90-100 g/L,CK含量81.2~68g/ L,从工艺角度有些浪费。
冷轧所用的热轧钢卷一般分为16.5 t/卷和20.5t/e两种规格,按酸洗铁损0.4%计算
如果按20.5 t/#计算,铁损为0.082t : 20.5t X0.4%=0.082t。
按 16.5 t/卷:则 0.7365 t 铁损:0.73654-0.066 = 11.16卷,16.5 t/卷 x 11.16 卷=184t。
则由此可以推算酸再生能力6m3/h,酸值200g/L可酸洗180t左右的热轧卷,则1 m3HCl可反应 30 t热轧卷,按保守计算1 m³HCl可反应27 t热轧卷。
如1m³再生酸 CI:200 g/L—C1 一 : 70 g/L(废酸)—Fe2+ :100 g/L其中C「反应130 g/L少反应 30 g/Lo
按工艺优化前产量计算,每1m³再生酸可酸洗27-4 = 23 t钢,一年365天,扣掉中修10天,按每 月31天计划作业时间670 h计算,则一年的工作时 间大约7500 h,按每小时生产6 m3计算,则一年再 生机组可酸洗7500 h x 6 m3 x 23 t/h= 103.5万t钢。
由此可知,再生机组最大潜能为128万t,工艺 优化后比工艺优化前可多生产25万t。
(3)由此可以推出16.5t和20.5 t的热轧卷不同厚度其长度是接近的,取其平均值:
(4)热轧来料在酸洗机组头部切4刀10 m、尾 部切4刀10 m,目的将头尾缺陷切掉,则各规格充 套长度如下:
CDCM机组入口辅助时间=焊接周期+穿带 时间+带钢升减速时间+剪切带头尾时间。
因为酸洗机组工艺段实际最大速度为200 m/min、 则合理地制定工艺段速度,即保证连续均衡生产,又 保证最大限度提高产能是十分必要的,则以此制定:
16.5t/卷X6 卷=99 tx98% = 97 — 27 = 3.6m³
(2)若提高产量,只能减少小停时间,优化工艺制度,才能保证生产顺行。由此可知:
3.4mm的料需换酸,6.0~6.9 11?(按1020〜 1275 mm)可以生产窄料10.5卷(173 t),宽料9.5 卷(195t)。
如果扣除轧机和其它人为干预因素,则酸洗机 组每小时可生产175t钢,则一年酸洗机组最佳产能 175 t/hx 6800 h= 119万t钢,也就是一年可生产 120万t钢。
(1)从酸洗线返回的6.4m³废酸,通过再生机 组可以生成6~6 .4m³再生酸。
(3)1m³再生酸可酸洗热轧带钢23-271左右 的表面氧化铁皮。
(5)在保证均衡连续生产的前提下,合理的制定出不同规格带钢的工艺段速度。
(7)酸洗机组经过工艺优化后,可在原有基础 上一年最佳产能提高20万t。
<section style="margin: 0px 0px 16px; padding: 0px; outline: 0px; max-width: 100%; color: rgba(0, 0, 0, 0.9); font-family: system-ui, -apple-system, BlinkMacSystemFont, " helvetica="" neue",="" "pingfang="" sc",="" "hiragino="" sans="" gb",="" "microsoft="" yahei="" ui",="" yahei",="" arial,="" sans-serif;="" font-size:="" 17px;="" text-align:="" justify;="" letter-spacing:="" 0.578px;="" line-height:="" 1.5em;="" box-sizing:="" border-box="" !important;="" overflow-wrap:="" break-word="" !important;"=""> 我们知道酸洗机组影响酸洗效果的工艺参数主 要有工艺段速度,酸洗机组的换酸量,酸洗工艺段的 温度和浓度还有拉矫机的延伸率等等。本文通过详实的数据,系统阐述和分析了酸再生机组和酸洗机组一部分工艺参数的优化制定,为了保证连续均衡 的生产,明确的计算和制定出不同规格的带钢合理的工艺段速度和换酸量。通过工艺优化和设备改 造,提高了再生酸的产量和使用效率,从而达到了提高CDCM线生产能力的目的,为冷轧的进一步腾飞提供了有力的保障。






 15358968703
15358968703