
15358968703
欢迎来到云轧钢官方商城!

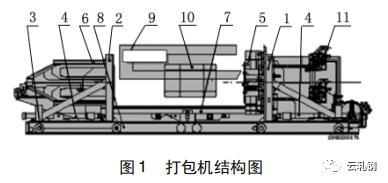
高线自动打包机故障分析
从瑞典 SUND—BIRSTA 公司引进的 PCH 一 4KNA 型打包机,自动打包机是现代高速线材生产线重要设备,集机械、液压、电气控制为一体,具有动作精准、可靠、维护量小、故障率低的特点,它位于高线的精整区域,把从集卷站驶出的 C 型钩运来的盘卷进行打包。对自动打包机的结构、功能进行介绍并针对实际生产过程中常见故障及解决方法进行总结。
1) 开始压紧: 两个压板同时朝线卷移动,用于线导系统的缓冲器在出来位置并用空气加压,两个压板在横移缸推动下压板上开始朝前移动,升降台开始上升直到将 C 型钩上的线卷刚好托起为止;
2) 压紧: 当压紧装置运动到接近线卷的位置( 预压力) ,光电管发出信号使升降台继续升高到顶部位,使线卷完全脱离 C 型钩,它的顶部位通过脉冲发生器 S9 显示出来,压板 1 和压板 2 继续压紧线卷,当线卷系统到达压板并压缩缓冲器,通过接近开关显示出来,可移动的线导槽封闭线导系统;
3) 开始喂线并压紧到位: 封闭线导槽开始喂线。压板1 和压板 2 对线卷完全进行了压缩,直到线卷打捆完成才释放。每一个压板上都安装了脉冲发生器,用来控制对称压紧位置,使线卷重新放回 C 型钩的中心位置;
4) 停止喂线,线端头夹住: 喂线轮通过线导系统喂线,直到线端头到达打包头,线端头到达夹持机构的机械挡块后停止喂线,线端头夹住。打包线顶出弯轨,并且接近开关 S2 不起作用;
5) 抽线: 线导槽打开,线端头夹住,计时器信号开始,打包机构从喂线位置移动到打包位置,喂线轮反转,打包线绕着线卷和挡线轮拉线。
6) 拉线结束,扭转: 当打包线绕着拉线结束时,喂线轮停止转动,通过脉冲发生器 S9 显示拉线结束。开始摆动扭转。当扭转结束后,线夹持松开,线剪断,打包结束;
7) 回到原始位: 当打包结束后,压板 1 和压板 2 退回到原始位,通过接近开关 S 和 S6 显示出来。线导系统回到原始位,通过接近开关 S4 显示出来。升降台下降到原始位,通过接近开关 S10 显示出来。这样打好的线卷就可以从打包机中输送出来,等待新的待打包的散卷。
线材打包机在使用过程中,经常出现故障,下面对集中常见故障进行解析。
由于使用的打包线未经过酸洗,打包线所带氧化铁皮较多。在打包过程中,氧化铁皮非常容易积于打包头扭结轮处,导致扭结到位接近开关常有信号,扭结轮扭结不停。这样几个小时就得停下车来清理打包头,影响正常的生产节奏,造成人身和设备的重大隐患,现在采用机械行程开关,装在打包头外侧,避免了类似事故的发生。
1) 双槽压盖卡线
打包线头部经过活动剪刃后,还会经常卡在双槽压盖处。卡线原因是扭结器摆动轴与打包头本体间的间隙较大,扭结结束后,扭结器与打包头本体有相对转动,导致打包线再次穿线通过扭结齿轮时,被错误导向而出现卡线。
处理方法: 在摆动轴与打包头本体之间加装特制耐磨调整垫,将其间隙调整到 0.18mm 的范围内,大大地减小了扭结器与打包头本体之间的相对转动,使打包线能够顺利通过扭结齿轮进入双槽压盖,避免了卡线。
2) 线道卡线
活动线道备件国产化后,由于国内加工精度和国产材质的多方面限制,使得备件安装后,打包头出线口与外线道入口、活动线道内线道出口与中心线道入口的中心线无法对正,导致打包线频繁卡外线道及中心线道。
解决方法: 线道安装时,将活动线道的外线道与打包头出线道的中心线对正,,将内线道出口加垫调整,使其与中心线道的中心线对正; 同时将线道托轮与线道滑板间的间隙调整到 3 mm 范围内,按此方法进行调整基本上不再出现卡线事故。
通过对打包机部分备件的改造和调整,避免了卡线和扭结故障的发生,提高了作业率、降低了事故时间。为高节奏的线材生产线提供了保障。


实时汇聚核
心行业动态
 15358968703
15358968703
实时汇聚核心行业动态
15358968703