
15358968703
Welcome to the official mall of Cloud rolled steel !

Low blast temperature operation practice of No. 8 blast furnace in Shaogang
Baowu group Zhongnan iron and steel Guangdong Shaogang Songshan Co., Ltd. (hereinafter referred to as "Shaogang") opened its 3200m3 No. 8 blast furnace in October, 2009. It is equipped with four high-temperature and long-life internal combustion hot blast furnaces. Drawing on the successful experience of domestic and foreign long-life hot blast furnaces, it adopts the eccentric arc-shaped hot blast furnace arch top masonry structure, "steamed bread" combustion chamber, grid type ceramic burner, concave convex groove seven hole high-efficiency lattice brick (regenerator), etc. Set air and gas double preheating device. Under the condition of burning mixed gas (blast furnace gas plus coke oven gas), the hot air temperature reaches 1200~1250 ℃.
1. Damage condition of hot blast stove
During the hot blast furnace burning process of No. 8 blast furnace of Shaogang in 2018, abnormal conditions occurred, such as low gas flow of single furnace, high exhaust gas temperature, low vault temperature, poor air temperature, excessive oxygen content in waste hot blast furnace, etc. In january2020, four hot blast stoves were inspected by endoscope by taking advantage of the wind break opportunity. It was found that the partition wall was collapsed and burned through. Opening the grate access hole, it was found that a large number of lattice bricks collapsed at the bottom of the furnace, the grate support column was inclined, and a small amount of burned grate was mixed in the bricks. In view of the damage of the four hot air stoves and potential safety hazards, the four hot air stoves will be repaired one by one in 2020.
2. Countermeasures under low wind temperature
On june21,2020, the No. 1 hot blast stove was regularly repaired, and the lower blind plates of all valves were transformed into top burning type. The hot blast stove was out of service for 120d, and the blast furnace air supply mode changed from "two burnings and two feedings" to "two burnings and one feedings". If the working condition of No. 3 hot blast stove deteriorates during the scheduled maintenance of No. 1 hot blast stove, the air temperature continues to drop significantly, or even exits, it will lead to one burning and one feeding. To avoid such adverse consequences, the following control measures have been taken.
2.1 control upper limit of coal ratio shall be established for different air temperature ranges
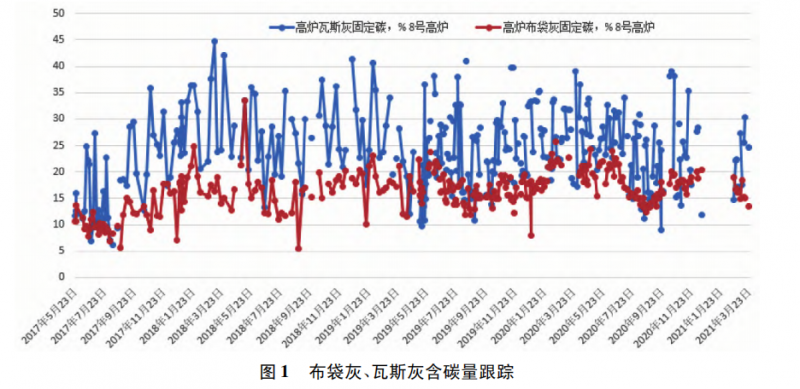
The blast temperature is lower than 1000 ℃, and the blast furnace load does not exceed 4.5t/t; Ore batch is less than or equal to 85t/ch, slag alkalinity: 1.20 ± 0.03. When the air temperature is lower than 950 ℃, the coal ratio shall not be greater than 150kg/t, and the maximum coal amount shall not exceed 55t/h. Try to spray coal at all tuyeres to ensure uniform injection. When the air temperature is lower than 800 ℃, stop coal injection completely and gradually reduce the load according to the full coke smelting. During the period of low air temperature, the gravity dust and bag dust of the blast furnace shall be sampled and tested every two days to guide the operation of the blast furnace and evaluate the combustion effect of pulverized coal injection. See Figure 1 for details.
2.2 optimize air supply parameters and ensure pulverized coal combustion efficiency after low air temperature
According to the decrease of air temperature and the acceptance of oxygen enrichment under furnace conditions, the theoretical combustion temperature shall be appropriately increased, and the oxygen enrichment shall be gradually increased to 23000~25000m3/h, so as to make up for the lack of temperature in front of the tuyere under the condition of low air temperature and large coal injection; During low air temperature operation, the air volume shall be strictly controlled to be no more than 5800m3/min; Take advantage of the opportunity of wind break to reduce 2 air inlets and reduce the air inlet area. The air inlet area is <0.42m2; According to the actual situation of the furnace, the charging system of open center shall be adopted while the load is removed. The central temperature cct1 shall be controlled above 500 ℃, the secondary center temperature shall be reduced below 350 ℃, and the edge air flow index shall be controlled at 0.6~0.85. After the air temperature is reduced to 850 ℃, the furnace wall will be thickened for a long time, and the edge air flow will be blocked. After the air temperature is reduced to the lower limit, the edge index will move towards the upper limit; The distribution matrix is optimized, and the initial distribution angle is reduced from 43 ° to 39 ° so as to realize the uniform distribution of gas flow in the blast furnace and improve the permeability of burden. Realize the full combustion of pulverized coal in the furnace and reduce the amount of unburned coal after low air temperature.
2.3 maintenance of operating furnace
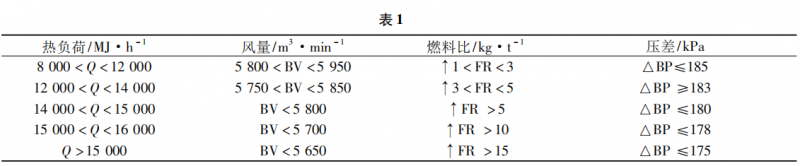
After the low air temperature, the soft melt zone moves up, the soft melt zone becomes wider, and the permeability of the material column becomes poor, which is easy to cause the fluctuation of the heat load (Q value), and the temperature alarm of the furnace wall, causing the large slag skin to fall into the hearth, causing the temperature fluctuation of the blast furnace. Long time large fluctuation of heat load will cause damage to the blanking furnace shape and cause abnormal furnace conditions; After the air temperature is as low as 850 ℃, pay attention to the lower limit of Q value of the furnace body to avoid that the Q value is too low for a long time, resulting in furnace wall thickening. When the air temperature drops sharply, pay attention to the heat load fluctuation, and manage the stepped differential pressure, air volume and fuel ratio according to the magnitude and frequency of the heat load Q value fluctuation. See Table 1 for details.
2.4 slag making system adjustment
After the air temperature decreases, the physical heat and chemical heat of blast furnace slag iron do not match, showing the characteristics of low hot metal temperature and high silicon content in hot metal. Molten iron is difficult to flow, and unburned pulverized coal is mixed in the slag, resulting in poor fluidity. In order to ensure the fluidity of slag iron, when the air temperature is <900 ℃ or the fluidity of slag iron is poor, silica and manganese ore shall be added according to the specific situation to improve the fluidity. At the same time, the temperature of molten iron is reduced by 1505~1525 ℃, the silicon number is increased to 0.35%~0.65%, the basicity of slag is reduced to 1.15~1.20, the sulfur content of molten iron is increased to 0.025%~0.035%, the Al2O3 content in slag is controlled within 15%, and the mg / Al ratio is maintained above 0.6. Pay attention to the unburned pulverized coal in the actual slag flow on site. For the operation outside the furnace, aiming at the high silicon and poor fluidity of molten iron, a slag and iron tapping scheme is formulated to ensure the timely discharge of slag and iron.
2.5 monitoring and handling of abnormal conditions of air supply pipe system
The partition wall of the hot blast stove collapses, and most of the broken bricks fall on the burner fire well. During the air supply, the hot air is blown to the hot air valve, causing the hot air valve to not be closed in place, blowing to the enclosure and blocking the air supply system.
1) Treatment of brick sticking in hot blast valve of hot blast stove
If the hot air valve gets stuck, open and close the hot air valve back and forth to smash the brick. If it fails to be handled for more than 1h, the air must be stopped. The equipment room shall organize the optimization of emergency repair, and the on-site preparation of maintenance personnel, tools and spare parts, so as to shorten the unplanned wind break time. The drain outlet at the bottom of the hot air valve shall be made into a box. Take advantage of the wind break opportunity to regularly clean up the refractory materials smashed and dropped by the hot air valve inside the box.
2) Monitoring of brick and coal blockage in blast furnace tuyere and air supply system broken bricks are easy to be blocked in the middle section and blowing pipe with the air flow, affecting the uniformity of blast furnace air inlet and tuyere coal injection, which may cause tuyere and blowing pipe burn through and affect the smooth operation of the furnace. Formulate inspection and patrol plan for air supply system, and strictly standardize the operation qualitatively and quantitatively according to the coal injection condition of coal gun, the brightness of tuyere, and the temperature of middle section and blowing pipe, so as to find the hidden danger of brick blockage under the limited detection means. Regularly check whether the tuyere is blocked with bricks when the wind is off, and all tuyere cameras shall be restored to use.
3. Effect of low air temperature measures after implementation
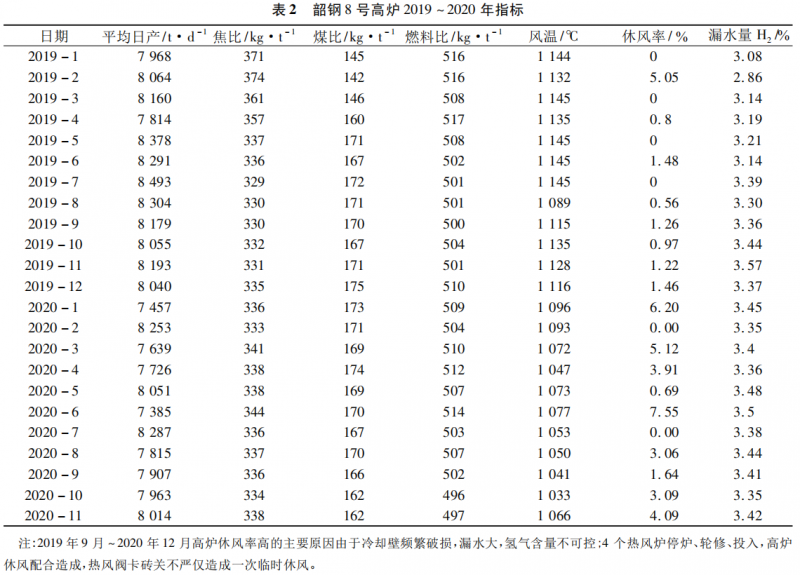
In september2019, the copper cooling staves at bosh and waist sections of No. 8 blast furnace of Shaogang were damaged in a large area. At the same time, the partition wall of the hot blast furnace collapsed and burned through, resulting in low air temperature. In view of these two major adverse factors, through the standardized management and control of cooling stave water leakage and the adjustment of furnace operation after low air temperature, the fuel ratio and replacement ratio did not rise significantly, the furnace condition was smooth as a whole, and various indicators of the blast furnace were basically maintained. See Table 2 for indicators of No. 8 blast furnace of SGIS from 2019 to 2020.


Gather industry trends
 15358968703
15358968703
Gather industry trends
15358968703