
15358968703
欢迎来到云轧钢官方商城!

关于连轧管机的基本知识
什么是连轧管机?
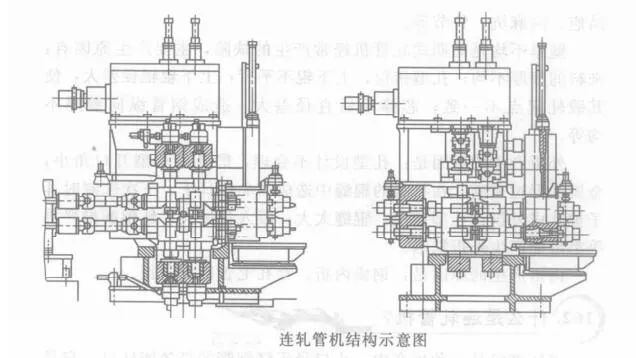
连轧管机是一种生产中、小口径无缝钢管的高效能轧机。它是将已穿孔的毛管套在一根芯棒上,依次通过 5~9 个连续布置的、相邻两机架间的轧辊轴线互相垂直的、机架间距较近的二辊式轧机,对毛管进行纵向轧制。连轧管机的结构如下图所示。由于连轧管机能实现大变形量,一般总变形率可达到 80%,延伸系数为 3.5~5,所以它具有高的生产率。现代化连轧的连轧管机组中配置了张力减径机,通常连轧管机只需生产一两种直径规格的钢管,然后通过张力减径机扩大品种范围。
连轧管机的分类和工艺特点
根据芯棒运动方式的不同,可将连轧管机分为全浮动、限动和半限动芯棒连轧管机三种类型。
(1)全浮动芯棒连轧管机的工艺特点如下。全浮动芯棒连轧管机在轧制过程中,芯棒自由通过各架轧机,然后由脱棒机将芯棒从钢管中抽钢管生产基本知识出。由于在轧制过程中不控制芯棒速度,因此在整个轧制过程中芯棒运动速度多次变化,将导致金属流动条件的改变,直接影响变形过程,造成钢管纵向壁厚和直径的波动,从而影响成品管的尺寸精度。另外芯棒长度大,一则为制造增加了成本和难度再则当轧制直径较大的钢管时,长的芯棒质量大,钢管带着过重的芯棒在辊道上运行,将会导致钢管损坏,也给芯棒的维护、保管带来很大的困难。因此,目前全浮动式芯棒连轧管机均用于生产钢管直径小于 177.8 的中小型钢管生产。
(2)限动芯棒连轧管机的工艺特点如下。限动芯棒连轧管机是在整个轧制过程中对芯捧加以控制,使芯棒以设定的低于轧制速度的恒定速度运行。在轧制过程结束后,钢管由芯摊上脱出,而芯棒则由限动机构带动快速返回。实践证明,芯棒的运动速度应高于头一架轧机的咬人速度而低于头一架轧机的出口速度。这样在整个轧制过程中芯捧的运动速度均低于所有机架的轧制速度,从而避免了不规则的金属流动而导致轧制条件的变化。由于芯棒运动速度受到限制,每·一机架的轧制压力与全浮动芯棒连轧管机相比都相对减小,金属流动量呈现一定的规律性,延伸系数可大一些,并且可以获得非常好的钢管壁厚公差,达到提高产量和质量的效果。而且可缩短芯棒的长度,可生产大、中规格的钢管。
(3)半限动芯棒连轧管机的工艺特点。半限动芯棒连轧管机在轧制过程中对芯棒速度也进行控制,但轧制过程结束之前即将芯棒放开,像全浮动连轧管机一样将芯棒带出轧机,然后再由脱棒机将芯棒从钢管中抽出。近年来半限动芯棒连轧管机开始受到重视。管在后面,架轧管机轧出后才松开芯棒,在轧制过程中具有限动芯棒连轧管机的工艺特点,且可减少轧制周期时间,毎分钟可轧 4 根钢管。可以认为半限动芯棒连轧管机是替代全浮动芯棒连轧机很有前途的机型。其芯棒长度比全浮动式短得多,但比限动芯棒略长一些,但仍受脱棒条件限制,芯棒不钢管生产基本知识能太重。
连轧管机工作机座的结构
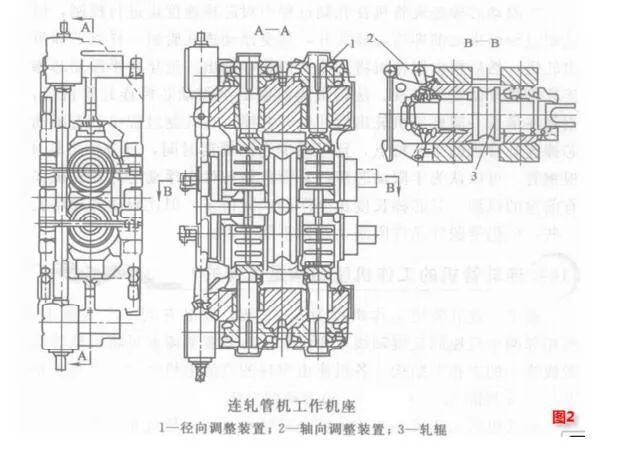
通常,连轧管机工作机座为 5~9 架,安装在同一个底座上,每相邻两个机座间轧辊轴线互相垂直。为布置紧凑起见将机架牌坊做成统一的方箱形结构。各机座由单独的直流电机驱动,呈水平布置,通过圆锥一圆柱齿轮箱带动两个轧辊。轧管机的工作机座实质上就是一台单孔型二辊轧机(图 2),轧辊两端装有滚动轴承,具有手动径向调整装置,轧辊采用弹簧平衡装置和杠杆式轴向调整装置。一般连轧管机组轧辊直径为¢400~SOOmm,辊身长度为 220~300mm。


实时汇聚核
心行业动态
 15358968703
15358968703
实时汇聚核心行业动态
15358968703