八钢南疆轧钢系统工艺技术特点
2010 年,八钢公司遵循生产能力与市场配置优化的原则,提出“一体两翼”的战略,开始在南疆阿克苏地区拜城县筹建钢铁基地,利用当地的资源与地理优势,提升产品竞争优势,实现企业的可持续发展。南疆轧钢厂于2011年3 月开始施工建设,在建三条产线,其中2条年产85万t 的棒材生产线,产品规格 Φ10~Φ40mm 圆钢及建筑用钢筋;1条年产60万 t 的高速线材生产线,产品规格 Φ5.5~ Φ12mm 的盘条。
2.1 工艺布置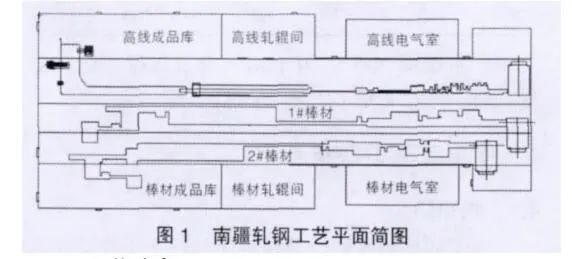 高线生产品种见表 2。
高线生产品种见表 2。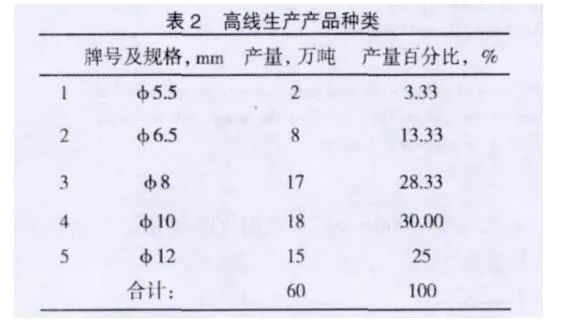 三座加热炉区域设备均相同,每个区域设置电动步进式上料台架一座,台面尺寸 8m×10m;输送辊道两段,钢坯测长、称重装置一个,称重精度,±0.1%;双蓄热步进梁式加热炉,为步进蓄热式,炉底强度120t/h,有效长度 21500mm,炉内单排布料,侧进侧出,空气、煤气双蓄热烧嘴侧墙供热。
冷床面积10.5m×96m,步进齿条形式,齿距为110mm,入口侧有固定矫直板,齿槽数为 8 个,中部有对齐辊道,可变频调速,上有梳形导槽;出口有移钢链条、平移小车等设备,具备高速轧制过程中的条钢矫直、缓冷、对齐、成层、输送功能;定尺剪为 650t固定剪,曲柄连杆“C”型悬臂式结构,下刀片固定、上刀片升降,剪刃刀架通过弹簧锁紧、液压打开,便于剪刃更换,剪刃宽度为 1250mm;剪后设有定尺机,定尺范围为 6~15m ,定尺长度以 5mm 的间距进行调整; 双排平移小车、三组链式移送机、计数器和尾端集料装置组成检查台架,完成棒材的成层,对齐、计数、集料成捆功能;三台自动打捆机间距2m,液压自动打捆;机后设有辊道秤及成品收集台架,称重范围2~5t,称量精度为±0.15%;成品收集台架采用升降链式运输型式,由1号链、2号链及台架本体组成,宽度为11000mm,长度为 10000mm。棒材采用剪切、收集后置式布置.4.3.2 高线装有“佳灵”系统的辊式风冷线,保温罩可延迟冷却,前 6 后 8 共 14 台风机。风机空气流量前 6 台19 万 m3/h,后 8 台 15 万 m3/h;带有鼻锥的集卷筒、互成 90°双芯棒装置构成集卷站,集卷高度最高为3100mm;P/F 线全长约 360m,C 型钩 60 个,集中链条传动;森德斯打捆机一台,最大压紧力为 400kN;盘卷称重站一个,最大称重能力 2500kg;卸卷站 2个,用于从 P/F 线上卸下已打捆好的线卷。
<section style="margin: 0px; padding: 0px; outline: 0px; max-width: 100%; box-sizing: border-box; font-family: system-ui, -apple-system, BlinkMacSystemFont, " helvetica="" neue",="" "pingfang="" sc",="" "hiragino="" sans="" gb",="" "microsoft="" yahei="" ui",="" yahei",="" arial,="" sans-serif;="" font-size:="" 17px;="" letter-spacing:="" 0.544px;="" text-align:="" justify;="" color:="" rgb(51,="" 51,="" 51);="" line-height:="" 2em;="" clear:="" both;="" overflow-wrap:="" break-word="" !important;"=""> 随着南疆基地的建设,完善了八钢在新疆的整体布局。随着南疆轧钢厂的投产,为八钢参与新疆及中亚地区的市场竞争提供了支持。
三座加热炉区域设备均相同,每个区域设置电动步进式上料台架一座,台面尺寸 8m×10m;输送辊道两段,钢坯测长、称重装置一个,称重精度,±0.1%;双蓄热步进梁式加热炉,为步进蓄热式,炉底强度120t/h,有效长度 21500mm,炉内单排布料,侧进侧出,空气、煤气双蓄热烧嘴侧墙供热。
冷床面积10.5m×96m,步进齿条形式,齿距为110mm,入口侧有固定矫直板,齿槽数为 8 个,中部有对齐辊道,可变频调速,上有梳形导槽;出口有移钢链条、平移小车等设备,具备高速轧制过程中的条钢矫直、缓冷、对齐、成层、输送功能;定尺剪为 650t固定剪,曲柄连杆“C”型悬臂式结构,下刀片固定、上刀片升降,剪刃刀架通过弹簧锁紧、液压打开,便于剪刃更换,剪刃宽度为 1250mm;剪后设有定尺机,定尺范围为 6~15m ,定尺长度以 5mm 的间距进行调整; 双排平移小车、三组链式移送机、计数器和尾端集料装置组成检查台架,完成棒材的成层,对齐、计数、集料成捆功能;三台自动打捆机间距2m,液压自动打捆;机后设有辊道秤及成品收集台架,称重范围2~5t,称量精度为±0.15%;成品收集台架采用升降链式运输型式,由1号链、2号链及台架本体组成,宽度为11000mm,长度为 10000mm。棒材采用剪切、收集后置式布置.4.3.2 高线装有“佳灵”系统的辊式风冷线,保温罩可延迟冷却,前 6 后 8 共 14 台风机。风机空气流量前 6 台19 万 m3/h,后 8 台 15 万 m3/h;带有鼻锥的集卷筒、互成 90°双芯棒装置构成集卷站,集卷高度最高为3100mm;P/F 线全长约 360m,C 型钩 60 个,集中链条传动;森德斯打捆机一台,最大压紧力为 400kN;盘卷称重站一个,最大称重能力 2500kg;卸卷站 2个,用于从 P/F 线上卸下已打捆好的线卷。
<section style="margin: 0px; padding: 0px; outline: 0px; max-width: 100%; box-sizing: border-box; font-family: system-ui, -apple-system, BlinkMacSystemFont, " helvetica="" neue",="" "pingfang="" sc",="" "hiragino="" sans="" gb",="" "microsoft="" yahei="" ui",="" yahei",="" arial,="" sans-serif;="" font-size:="" 17px;="" letter-spacing:="" 0.544px;="" text-align:="" justify;="" color:="" rgb(51,="" 51,="" 51);="" line-height:="" 2em;="" clear:="" both;="" overflow-wrap:="" break-word="" !important;"=""> 随着南疆基地的建设,完善了八钢在新疆的整体布局。随着南疆轧钢厂的投产,为八钢参与新疆及中亚地区的市场竞争提供了支持。
2023/03/21 14:16:11
1861 次




 15358968703
15358968703