大型轧机轴承座的铸造工艺改进,轧机轴承技术(126)
轧机支撑辊轴承座铸件,其轮廓尺寸为1850mm×1708mm×854mm,最小壁厚为136mm,最大壁厚为617mm,铸件重15500kg。铸件质量的要求主要包括化学成分、力学性能、无损检验等。铸件材料执行德国标准DIN17182中GS-20Mn5+N,其化学成分和力学性能如表1、表2。铸件要求整体进行超声波探伤和磁粉探伤,其超声波探伤按照标准EN12680-level2执行,磁粉探伤按照标准EN1369-LM2/AM2/SM2执行。
根据轴承座的结构特点,采用上、中、下三箱造型。下箱采用实样造型,中箱采用抽芯实样和组芯的复合造型,上箱采用盖箱造型。下箱与中箱采用定位销的方法,中箱与上箱采用定位线的方法合箱,保证型腔的尺寸精度。
铸钢件的浇注温度高,而且轴承座的最大壁厚为617mm,最小壁厚为136mm,所以采用耐火度较高的铬铁矿砂作为面砂,防止铸件在凝固过程中发
该铸件浇注系统各单元的尺寸,其中钢包孔、直浇道、横浇道、内浇道的截面积比例A水口∶A直∶A横∶A内=1.0∶2.25∶2.5∶3.0。采用底注式+切线式的浇注方式,底注式可以使内浇道从铸件底面引入,保证钢液在型腔内平稳上升;同时切线式内浇道使钢液在型腔内旋转,有利于浮砂、气体、夹杂物等进入冒口,减少铸件缺陷的产生。整个浇注系统均采用高铝耐火砖管连接,采用底注包浇注,浇注温度控制在1550~1560℃。
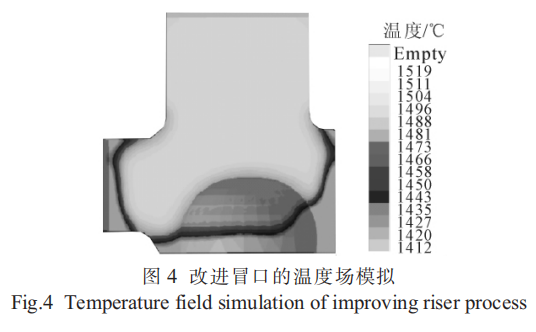
凝固模拟可以预测铸件的缩孔、缩松的位置,有利于铸造工艺验证和优化,对降低生产成本和提高铸件质量方面起着很大的作用。针对轴承座改进前和改进后的冒口工艺方案,利用MAGMA凝固模拟软件分别进行模拟分析,其模拟结果见图3、图4。通过模拟结果的对比分析:改进冒口的方案更有利于冒口的集中补缩,冒口中的钢液更能长时间地保持在高温状态,使冒口与铸件之间形成了明显的温度梯度,实现铸件的顺序凝固,提高了冒口的补缩效果。
针对批量生产的轴承座,通过对铸造工艺的研究,并运用 MAGMA 模拟软件对轴承座进行凝固过程模拟,采用大冒口集中补缩代替小冒口分散补缩的工艺优化,使冒口与铸件形成了明显的温度梯度, 实现铸件的顺序凝固。经生产验证,改进冒口的工艺方案消除了铸件的缩孔、缩松缺陷,提高了铸件的质 量, 为今后生产类似铸件的铸造工艺方案具有一定的指导意义。




 15358968703
15358968703