
15358968703
欢迎来到云轧钢官方商城!

平/立转换轧机轧缝调节和错辊现象的分析和改进
摘 要:平/立转换扎机由于使用的特殊性 ,对轧机的设计制造及使用要求较高在现场实际使用中,如果设计制造考虑不周 、使用不当,很容易出现问题,从而对产品质量造成重大影响。本文介绍了连轧生产线上进口的平/立转换轧机在现场使用过程中暴露出的几个问题及解决这些问题的措施。
1、平/立转换轧机的结构及工作原理
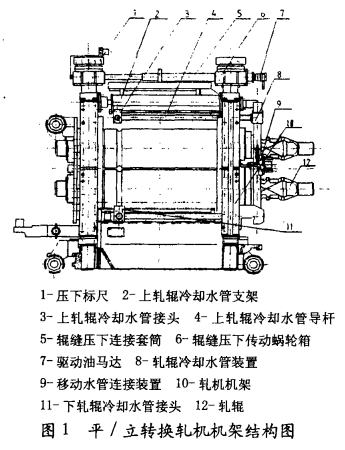
平/立转换轧机顾名思义, 即可做水平轧机使用也可以转90°做立轧机使用、以便满足连轧生产工艺对某一架轧机布置要求。由于要满足两种不同工艺布置要求,因此在结构上与单一的平轧机及立轧机均有不同平立转换轧机机架的结构如图1所示。
3、原因分析
(1)第一个问题的产生,通过分析,产生的原因主要是 由于长时间的生产使用造成橡胶弹簧(件8)老化 , 橡胶弹簧的厚度及弹性均有所降低,平衡力大为降;这样就造 成了球面垫(件12)与铜螺母(件11)之间产生了间隙。由于间隙的存在,频繁轧钢的交变轧制力、使球面垫与铜螺母之间产生很大冲击力, 交变冲击力的作用使得铜螺母的内螺纹疲劳断裂螺杆与螺母之间的配合关系不复存在,螺杆与螺母之间巨大的镶嵌力使得螺杆件无法转动,造成辊缝无法调节。
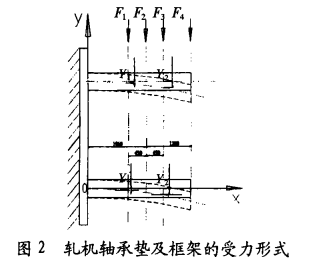
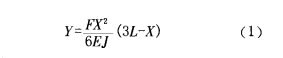
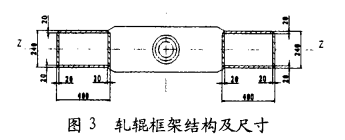
(2)第二个问题的产生,通过分析,主要是轧机转当立轧机使用时, 由于设计考虑不周,轧机轴承座及框架受力后整体变形见图由于外方设计的两个轧辊框架间的联结仅仅靠进出口导卫上下横梁、导卫上下横梁与框架联结方式是 螺栓预紧产生摩擦力的实现,在轧机转当立轧机使用时,由于下部轴承座是约束端,所有垂直向下的力横梁紧固螺栓提供的摩擦力远小于这个力几乎全部作用在下部轧辊框架上,轧辊框架的受力形式相当于悬臂梁(如图2所示)。理论分析如下(上部轧辊框架变形很小,挠度Y1,Y2可以忽略)
由F1=12t引起的挠度Y11=-1.528mm
由F1=12t引起的挠度Y12=-0.3233mm
由F2=12t引起的挠度Y21=-0.647mm
由F2=12t引起的挠度Y22=-1.007mm
由F3=8.4t引起的挠度Y31=-0.6056mm
由F3=8.4t引起的挠度Y32=-0.148mm
由F4=1.7t引起的挠度Y42=-0.3946mm
由F4=1.7t引起的挠度Y42=-0.0747mm
Y1=Y11+Y21+Y31+Y41=-3.1752mm
Y2=Y12+Y22+Y23+Y42=-0.6467mm
△Y1=Y1-Y2=-2.5282mm
△Y=-2.5282mm是轧机的上下轧辊在轧机转90°后 、在水平面上的错辊值。
如果△Y=-2.5282mm这个错辊值在初轧区存在还有调节调整的余地的话,那么在精轧区是绝对不允许存在的,那将导致轧制出来的钢材成为废品。


实时汇聚核
心行业动态
 15358968703
15358968703
实时汇聚核心行业动态
15358968703