650轧钢生产线工艺说明
拟建的中小型热轧型钢生产线年生产能力为50×104t。
2、产品方案
(1)生产的主要钢种为:碳素结构钢、桥梁用结构钢、船体用结构钢、低合金结构钢、矿用钢、耐候钢等。
(2)产品规格:槽 钢:10~28#、工字钢:10~28#、角 钢:12.5#-~20#。
二:生产工艺
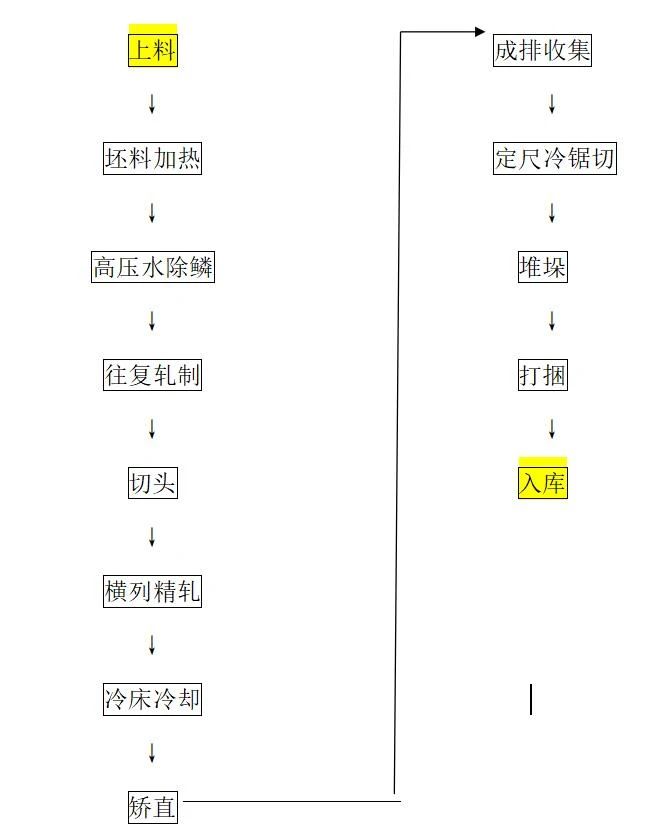
其主要工序由上料、坯料加热、(高压水除鳞)、粗轧、精轧、冷床冷却、矫直、成排收集、定尺冷锯切、打捆、标记、入库等组成。
合格的连铸坯直接送到加热炉的输入辊道上。由辊道送至加热炉后,由固定挡板定位,钢坯经推纲机推入炉内。不合格的坯料由人工在入炉辊道上进行剔除。
坯料的加热采用推纲式加热炉,单排加热。坯料在炉内边加热边前进,当坯料加热至规定的温度(约1250℃)以后,根据要求每次只出一根钢坯到炉外至出炉辊道。
在开始轧制之前,由高压水除鳞装置利用高压水对坯料表面的氧化铁皮进行清理,以避免轧制过程中氧化铁皮的压入,从而保证最终产品质量。除鳞箱体为一钢板结构件,包括出口处链帘、侧导板及可更换的喷嘴环。高压水可自动控制,钢坯通过除鳞箱时,喷嘴自动喷射出工作压力约为17MPa的高压水,清除钢坯表面的氧化铁皮。
喷嘴为盒式结构,根据多种不同规格的坯料可以选择不同尺寸的喷嘴环。喷嘴环是通过快速接头与供水管道连接。
除去氧化铁皮的坯料,经输入辊道送往650粗轧机进行往复式轧制。粗轧机由一台3200kW交流电机传动。根据不同产品品种、规格的不同,轧件在粗轧机上轧制3~7道次。
精轧机由2.5架650轧机组成,其中2架650三辊轧机和1架650两辊轧机,按横列式排列进行往复轧制。轧件通过辊道送入650两辊精轧机进行最终成型轧制。
轧件被单根地送上冷床。为节约成本,冷床为锚链式与平托组合冷床,轧件高温段(850一600℃)在冷床上冷却。冷床面积大约12~20×65米。为了提高型钢的冷却速度和质量,在床面上设有强制冷却系统,在移动过程中可以根据需要对轧件进行强制冷:轧件在冷床上冷却,出冷床温度低于70℃。下冷床机构为平行托手,将轧件单根地从冷床上平移至输出辊道上。
下冷床轧件由辊道送至在线矫直机上进行矫直。矫直温度不高于80℃。矫直机为悬臂辊式为了使轧件顺利进入矫直机,在矫直机入口和出口端设有辊面高度可调的水平导辊和开口度可调的立式导辊。
矫直轧件被单根地送上成排收集台架。台架为平板链式快慢组合冷床,上台架为平行托手,台架面积大约5~10×65米。在移动过程中可以根据需要对轧件进行成组数量控制。下台架机构为升降托手,将轧件单根地从冷床上平移至输出辊道上。
共设多台定尺冷锯,其中移动一台,在固定锯后设定尺挡板,锯切钢材定尺长度6~12米,头组轧件因在上冷床上切去头部,在冷锯上只进行定尺锯切,尾段轧件完成定尺锯切时,必须在固定锯上切除轧件尾部。
根据产品要求由计算机自动进行锯切设定,并自动完成锯切操作,即单根或成排地锯切成定尺,并运往堆垛台架。
冷锯机锯片直径1500毫米,具有快速更换锯片功能,更换时间在15分钟以内。
锯切以后的轧件用辊道送往成品检查后,1#和2#成品检查台宽度约14米,12米以下的轧件可在检查台上直接通过。
产品的形状与表面质量检查由人工进行检查,检查人员对有缺陷的产品进行明显的标记,以便将有缺陷产品送往废品收集台。合格产品则堆垛。
合格钢材由辊道运至堆垛机输入辊道上,并移送至每组堆垛台上进行堆垛。每组堆垛台包括可升降入口运输链、移送链式运输机、提升装置、分离挡板升降台、堆垛机等。
根据产品规格,堆垛装置可以按每层根数、层数进行堆垛。堆垛机是人工或半自动运行。
堆垛机上堆好的成品捆经夹紧后由人工进行捆扎,捆轧材料为直径6.5毫米线材或窄带钢,对于6~12米定尺材捆四道,每道可捆2扎。捆扎好以后通过辊道直接运往成品存放台。
金属牌由人工挂在钢材捆上,再用桥式行车入库存放。成品钢材的堆放与发货是根据生产计划、订货单管理。




 15358968703
15358968703