
15358968703
欢迎来到云轧钢官方商城!

1200冷轧机定位轴承异常损坏问题小结
前言:某厂1200六辊冷轧机支承辊定位轴承351080/HCP53滚动体以及保持架周期性发生烧损抱死,对轴承的使用及装配工作带来诸多不便,且严重时常引发主机四列圆柱轴承报废,造成了较大的经济损失。
针对此问题,轴承厂家技术人员通过对轴承的各项指标检验后,在排除轴承自身原因的前提下对该厂的轴承装配现场进行了时时跟踪,并且现场参与了安装、拆卸、保养工作,通过跟踪发现如下一系列相关问题:
一、轴承结构形式
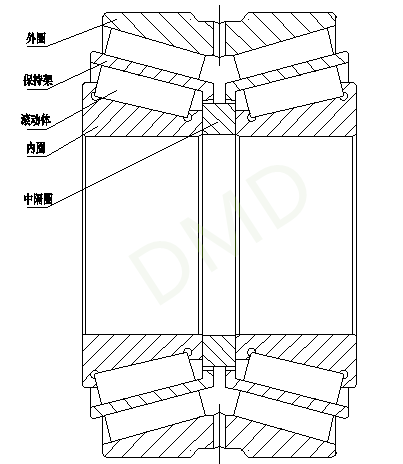
二、轴承的损坏形式
1、支承辊操作侧靠锁紧螺母一列发生损坏,相对应侧均无频繁损坏现象,损坏前期现象多为滚动体大端面磨损,对应内圈高温变色。

2、损坏后期现象,滚动体大端面与对应内圈挡边高温粘合、保持架破损断裂。

3、中隔圈及外圈端面圆周方向存在严重滑动磨损,且中隔圈因磨损倒角处产生金属毛刺及细碎金属杂质。

4、主轴承挡边与滚动体端面异常磨损。

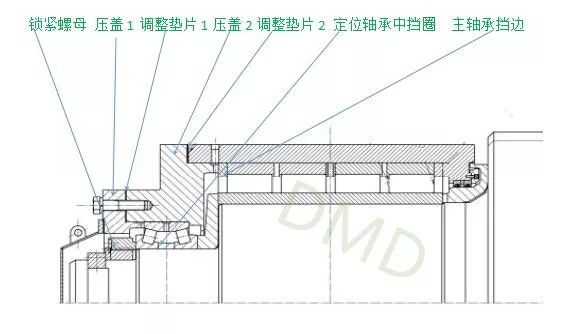
三、辊系装配结构
四、现象分析
通过查看上述损坏现象及装配结构受力分析,判断该轴承由靠锁紧螺母侧的滚动体,承受异常轴向载荷导致滚动体端面与对应内圈的挡边端面载荷异常,引发滑动摩擦,摩擦力造成滚动体打横,保持架破损,最终诱发整套轴承烧损。
上诉图片轴承中挡圈的磨损、外圈端面磨损,可判定定位轴承在轴向压紧存在间隙,随后对压盖1子口、调整垫1片进行了测量,数据如下:
1、去除垫片,单独把压盖1进行安装,当压盖子口压靠住定位轴承外圈端面后,用塞尺进行压盖1与压盖2之间间隙测量,测量值为:3.2mm. 随后测量已经使用过的橡胶调整垫片(压扁几乎无弹性的调整垫片)厚度为:3.9mm 再对未使用过的调整垫片进行厚度测量,测量值为:4.2mm和4.3mm。 通过测量判定轴承端盖1在装配完成后,由于垫片厚度不能压扁到理想厚度(3.15-3.2)范围内,导致了约0.6mm轴向间隙存在。
2、同样方法测量压盖2与主轴承的轴向间隙,发现压盖2与轴承之间同样存在约0.6mm的轴向间隙。
进一步分析轴向间隙对轴承运转造成的危害:
1、压盖2与主轴承的轴向间隙,势必会造成压盖2的中心线相对轧辊及辊箱产生交叉、倾斜。
2、中心线交叉后,导致351080轴承外圈相对于滚动体及内圈产生倾斜,当轴向力作用在靠近锁紧螺母(轴向力向传动侧方向作用时)的一列滚动体后,产生周期性轴向过载及跳动,引发轴承损坏。
3、同样内外圈的相对倾斜后,轴承高速运转时,造成保持架的跳动,保持架与滚动体磨损、震动,造成保持架开裂,滚动体打横,引发轴承烧损抱死。
4、导致主轴承挡边在运转时偏斜游动,引发滚动体端面与挡边端面异常磨损。
五、整改调整
轴承配合件:
1、将现有的随机配套橡胶垫片,更换为可调整的刚性垫片。
2、每次装配时必须测量深度,依据测量数据进行匹配调整,确保主轴承以及定位轴承的轴向压靠合理。
3、定期调整351080的轴承A/B受力面,保证两侧磨损同步。
对轴承中隔圈进行数据测量,磨损严重的通知轴承厂家进行更换,保障轴承的轴向游隙合理。


实时汇聚核
心行业动态
 15358968703
15358968703
实时汇聚核心行业动态
15358968703