
15358968703
欢迎来到云轧钢官方商城!

关于支撑辊锁键断裂问题分析
问题概述:支撑辊下辊传动侧集中在上机一周左右时间,发生锁键断裂,锁紧螺母倒丝,造成轧辊蹿辊,影响到轧机的正常生产作业。
一、辊系结构
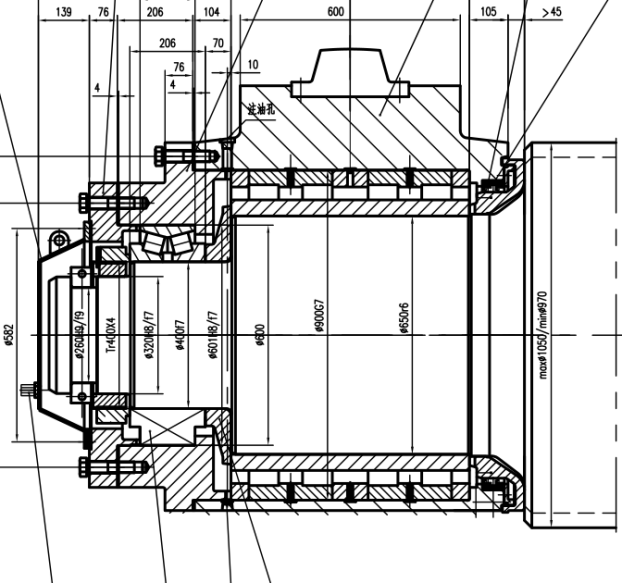
辊系工作状态时,锁紧螺母压紧定位轴承(双列圆锥轴承),锁紧螺母分内环和外环,内外环丝扣连接,锁紧状态下内环与轧辊固定端面贴紧卡环,外环端面锁紧定位轴承内圈端面,最后为防止锁紧螺母内外环发生相对运动导致倒丝,在内外环端面设有端面键槽,锁紧后用锁键链接内外环并螺栓固定。
二、受力分析
通过结构图可分析锁紧螺母受力状况,以传动侧结构图为例分析:当轴向力向传动侧发生时的顺序为:轧辊---定距环---定位轴承靠辊身侧内圈组件---定位轴承外圈---要靠外圈的大压盖----大压盖螺栓。
当轴向力向操作侧发生时的顺序为:轧辊---卡环---锁紧螺母内环---锁紧螺母外环---定位轴承靠锁紧螺母侧内圈组件----定位轴承外圈---轴承座。
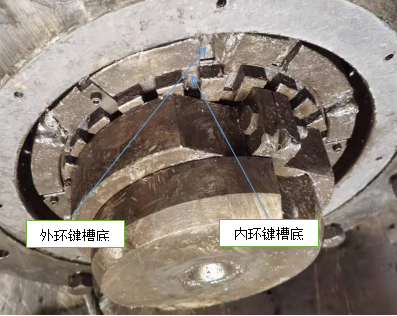
三、目前锁键状态
目前锁键为L型状,主要原因为,安装后锁紧螺母的外环键槽底部低于内环的键槽底部,为确保锁键固定牢靠不发生偏斜,故现在需要锁键为L型状。
四、原因分析
通过受力分析可判断当轴向力方向作用于操作侧时,可引起锁紧螺母的受力,当锁紧螺母内环与轧辊同步高速运转以及轧制方向改变时,锁紧螺母内环与外环之间产圆周方向的生相对运动,震动、起停机、往复轧制都会在轴向载荷的作用下引发产生剪切力,导致客观存在剪切力,当剪切力大于锁键的抗剪切力时,发生断裂。
目前锁紧键结构如下图:
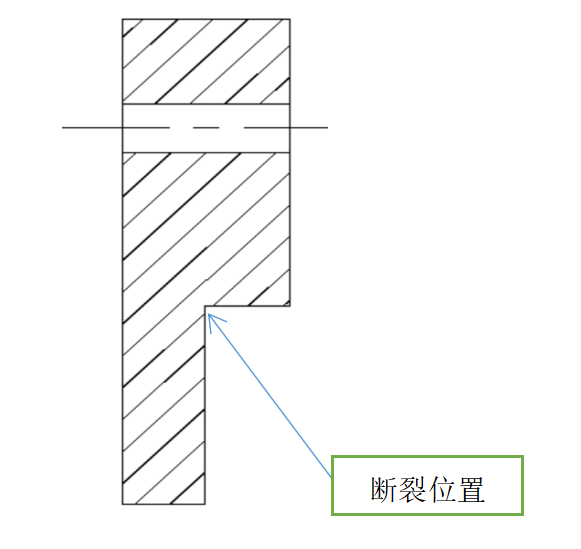
断裂位置均集中在抗断裂能力若的切口处,上半部及固定螺栓均无异常。
五、整改建议
目前损坏位置集中在一台轧机且多集中在下辊传动侧,故建议从如下方向进行整改:
1、锁紧键结构,由现在的L结构改为规则长方体,且最大限度的增加厚度,提高抗剪切能力;
2、调整锁紧螺母,保障锁紧螺母在锁紧轴承内圈的状态下,外环键槽底部高于内环键槽底部,这样可以保障锁紧键为规则长方体结构,且可以平稳可靠的固定;
3、减小锁紧螺母所承受的轴向载荷,即减少作用到操作侧的轴向力;


实时汇聚核
心行业动态
 15358968703
15358968703
实时汇聚核心行业动态
15358968703