
15358968703
欢迎来到云轧钢官方商城!

特大型FCDP圆柱滚子轴承滚动体剥落问题小结
前言:某厂1450六辊冷轧机支承辊轴承FCDP146206750/HCP53滚动体经常短时间内发生疲劳剥落现象,给对轴承的使用及装配工作带来诸多不便,且严重时常引发滚动体碎裂,以至于整套轴承报废,造成了较大的经济损失。
针对此问题,轴承厂家技术人员通过对滚动体的各项指标检验后,在排除轴承自身原因的前提下对该厂的轴承装配现场进行了时时跟踪,并且现场参与了安装、拆卸、保养工作,通过跟踪发现如下一系列相关问题:
1-1、辊系装配结构
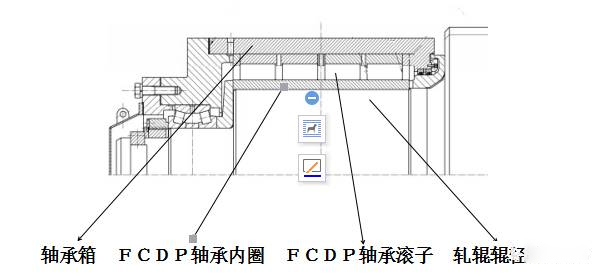
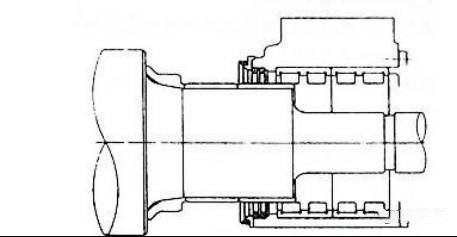
2-1、装配方式
FCDP轴承为可分离程度及互换性强的四列圆柱滚子轴承,几乎所有的850以上的四六辊冷轧机支撑辊选型均为FCDP型四列圆柱滚子轴承,其外圈及滚动体安装在轴承箱体内,内圈过盈安装在轧辊的辊径上,再通过定位轴承把整个轴承精准的锁紧在轧辊上,至此形成轴承箱、轧辊、轴承三者的组合装配。
3-1、现场安装发现问题
由于现场装配环境限制,没有专业装辊车,安装作业时只能采取行车吊装轴承箱经行轴承安装工作,行车吊装轴承箱的弊端是起落不稳定,轴承箱滑入时容易引发偏斜,且吊装的着力点起吊后轴承箱是倾斜的 (由于定位轴承端偏重)必须加装一个辅助倒链进行校整水平。
3-2、技术人员在现场进行跟踪安装及拆卸时发现轴承在装配过程当中,即轴承箱滑入轧辊辊径时,特别是轴承中间两列滚动体容易受到卡阻,且比拆卸时轴承箱划滑轧辊辊径时卡阻更为严重,卡阻时会升降倒链,倒链的升降形成力矩导致滚动体表面塌陷及划伤,当上机负载高速运转时剥落将从塌陷及划伤区域开始蔓延,以至滚动体的大面积剥落。
3-3、轧辊的摆放倾斜,安装时轧辊是放置在辊座(焊接的钢结构底座)静止的,但现场轧辊两端由于辊座偏斜导致了轧辊两端出现翘头及下垂的现场,这就导致了轧辊的中心线与安装的轴承中心线严重偏斜,装配时必定卡阻,损坏滚动体及轴承内圈。
4-1、下图为下机保养的轴承滚动体划伤痕迹,可以判断为滚动体的剥落初期,及使用两轮后的滚动体,其剥落特征明显是沿着划伤痕迹的走向产生的损坏,可以判断为滚动体的剥落后期。以及对应内圈的划伤及剥落痕迹,至此导致滚动体剥落甚至开裂的原因已经清晰。

三、针对问题措施
1、针对滚动体剥落问题,轴承自身方面,增大滚动体的圆角,方便安装时导向划入,平滑过渡内圈的倒角斜坡,减少滚动体和内圈的卡阻,另外在安装方面建议轧辊的放置水平提高,避免轧辊翘头,轴承座在吊装时放置轴承箱侧面水平块,可保障吊装时轴承座调整在水平状态,避免了倒链的调整过高或过低,而损伤滚动体。
2、轴承(支承辊)安装拆卸时必须保证3个人协同作业,分工操作,即操作行车熟练手控制行车的起落及左右进量,另外两人在安装时必须手扶吊装带,必须控制轴承箱与轧辊端面垂直平行,安装过程中配合行车手向辊身方向拉或推吊装带,保障轴承顺畅装入,切记不可仅凭行车进行轴承的拆或装;建议购买或自行制作专业的轴承换辊车,方便轴承座的拆装,延长轴承使用寿命。
3、检查标准化,下机的支承辊轴承,内圈、滚子、外圈必须进行检查,重点是滚动体,在刚从辊径上拆卸下轴承时,此时滚动体表面痕迹最明显,此次用眼观配合手触摸滚动体表面,把轻微划伤及时用细砂纸去除掉,再用干净布料擦拭干净。最后是内圈表面,同样用细砂纸去除掉轻微划伤。


实时汇聚核
心行业动态
 15358968703
15358968703
实时汇聚核心行业动态
15358968703