
15358968703
欢迎来到云轧钢官方商城!

四列圆锥滚子轴承异常损坏之 ----内隔圈
前言:某厂六辊冷轧机中间辊操作侧四列圆锥滚子轴承3806/160滚动体以及外圈短时间内发生疲劳剥落破损现象,轴承烧损抱死现象,对轴承的使用及装配工作带来诸多不便,造成了较大的经济损失。
针对此问题,轴承厂家技术人员通过对轴承的各项指标检验后,在排除轴承自身原因的前提下对该厂的轴承装配现场进行了时时跟踪,并且现场参与了安装、拆卸、保养工作,通过跟踪发现如下一系列相关问题:
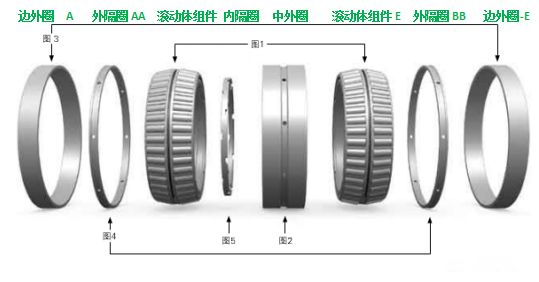
一、轴承结构及特性
380000型这种轴承结构紧凑,基本性能与双列圆锥滚子轴承基本相同,可承受径向及双向轴向联合载荷,基本结构由两个双列内圈组件(滚动体、保持架、内圈)和一个双外圈及两个单外圈、两个边隔圈、一个内隔圈组成。出厂时在外圈、内圈以及内外隔圈均印有字符符号,安装时必须按字符符号的排列顺序依次装入轴承箱。不可任意互换,以防止轴承游隙的改变。
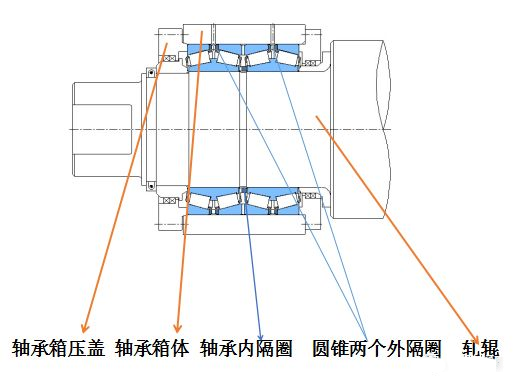
二、辊系装配结构
三、装配方式
1、四列圆锥轴承为可分离型轴承,其中外圈、隔圈、与滚动体组件(滚动体加保持架以及内圈)组成,装配时依次安装边外圈-A、滚动体组件-A、外隔圈AA、中外圈、内隔圈、滚动体组件-E、外隔圈BB最后边外圈-E全部安装如轴承箱体内,然后轴承箱压上压盖至此
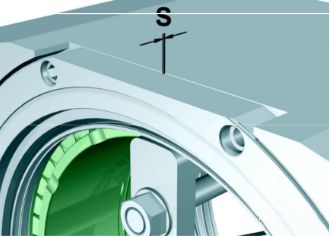
轴承装入轴承箱体工作完成,整个装配中除了必须安装上诉顺序外,最后的压盖步骤为核心步骤,必须保障压盖端面与轴承外圈端面得到有效的压靠,即不能给与过大的预紧力,防止预紧力造成轴承外隔圈变形而导致轴承安装游戏变化,又不可以出现太大的轴向间隙,必须保障压盖的端面与轴承端面配合,通常端盖的端面伸口接触到轴承断面后需要测量(塞规)压盖与轴承箱体端面的间隙S的值,然后加装合适厚度的调整垫片以保障压盖与轴承端面的配合,垫片(刚性)厚度H=(S+0.05)。
但四列圆锥滚子轴承装配高C值,偏差较大,一般超过0.5mm,即必须每次装配都需要经行测量,来确保压盖与轴承端面的配合。
2、轴承装配到轴承箱后,再吊装(轴承内圈与辊径间隙配合)直接将轴承套装在辊径处最后通过轴向锁紧环把整个轴承精准的锁紧在轧辊上,至此形成轴承箱、轧辊、轴承三者的组合装配。
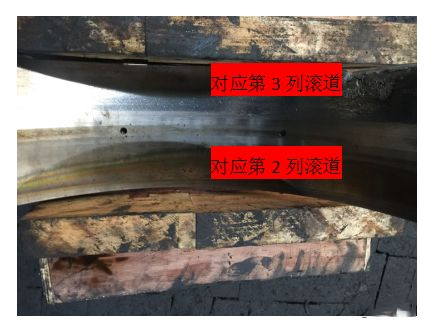
四、轴承的损坏形式
轴承抱死烧损后经常是第3列和第2列损坏,同样对应保持架及外圈发生损坏。

五、现象分析
综合轴承特性、安装过程及损坏现象,可以分析出,轴承在轧制时受到了两个方向的轴向力,当轴向力从一侧传递过来时,轴承承受轴向力的分别是1/3列承受一个方向的轴向力,2/4列承受一个方向的轴向力,而从托图片及损坏规律看轴承的2/3列容易损坏,这就说明了轴承在运转时,当轴向力传递过来时并非两列滚动体同时承受某个方向的轴向力,而是异常的单列受力,这就导致了轴承的轴向载荷下降50%,势必会导致轴承的异常烧损。
进一步分析导致单列受力的原因,由轴承结构可以分析出,只有轴承中隔圈出现装配误差或高度磨损后,就会导致轴向力传递阻断,而导致单列滚动体受力,因此检查了损坏轴承的内隔圈,发现隔圈磨损严重。至此分析结论,认为轴承的异常损坏是系中隔圈磨损变短,导致轴向力传递阻断,引起单列受力而导致的轴承损坏。而内隔圈的磨损多数是由于外圈与压盖未压紧,间隙过大以及润滑效果差导致。
六、整改措施
1、提高轴承内隔圈的硬度。
2、加强对隔圈处的润滑措施。
3、提高装配精度,务必装配一次测量一次。


实时汇聚核
心行业动态
 15358968703
15358968703
实时汇聚核心行业动态
15358968703