
15358968703
Welcome to the official mall of Cloud rolled steel !

High precision cold rolling strip shape control and equipment technology
The research on "high precision cold rolled strip shape control and equipment technology" aims to develop and break through key technologies such as adaptive setting of strip shape target curve, multivariable optimization closed-loop control, dynamic replacement control of adjusting mechanism, edge thinning control, etc. through the research on strip deformation theory, strip shape control efficiency, multivariable optimization algorithm, etc., aiming at meeting the increasingly high quality requirements of automobile plate, household appliance plate, electrical steel, etc. for cold rolled strip flatness and edge thinning, Form a core technology system for shape control of cold rolled strip, and realize industrial application and technology promotion.
The core technology of shape control of cold rolling mill has typical characteristics of multivariable, multi control loop, nonlinearity, strong coupling and strong time variability. It is one of the representatives of high-tech products in the metallurgical field. The modern mainstream shape control cold rolling mill usually has a variety of shape control adjustment mechanisms, such as roll tilt control, work roll / intermediate roll bending control, work roll / intermediate roll shifting and work roll sectional cooling control. Many adjustment mechanisms are the guarantee to achieve high-precision shape control, but they also bring great problems to the actual control. It is of great significance to study the core model of cold rolling strip shape control system, formulate reasonable and effective strip shape control strategy, and develop a strip shape control system suitable for actual cold rolling strip production.
China has been engaged in the research on the core technology of cold rolling shape control since the beginning of the 1970s. For many years, the shape control systems of China's cold rolling production lines have all relied on imports. Foreign suppliers such as Germany, Sweden and Japan usually take the form of "black box" for the key models in the flatness control system in order to keep the core technology secret and achieve the purpose of technological monopoly. 2011 iron and steel Common Technology Collaborative Innovation Center is facing the difficulties. After years of continuous research and practice by the research team, it has carried out comprehensive research and development in many aspects, such as flatness theory, flatness process, control system, mathematical model, system integration, through collaborative research with Angang, No. 1 heavy Industry Co., Ltd. and other units, making China one of the few countries in the world that can provide a full set of cold rolling flatness core control technology.
01. Basic research
Based on the theoretical research on the deformation process of plate and strip, the effect of shape control and multivariable optimization method, the influence law of each adjusting mechanism on the shape of strip is obtained, and a fast optimization algorithm suitable for industrial application is formed, which lays a foundation for closed-loop shape control.
The premise of flatness control is a correct understanding of the performance of various flatness adjustment means. As the basis of closed-loop feedback control system, the regulation effect is a quantitative description of the influence of flatness adjustment mechanism on flatness. Based on the study of the influence law of each flatness adjusting mechanism on the flatness of each measuring section, the overall optimal control calculation is made in combination with the flatness deviation of each measuring section, and the optimal adjustment quantity of each flatness adjusting mechanism is solved.
1.1 deformation process of plate and strip and shape control effect
There are two processes to obtain the effect of shape control. Firstly, the prior value of the coefficient is obtained through finite element simulation, and then the effect coefficient is continuously improved through self-learning process. Taking the cold rolling process as the object, the actual rolling process parameters on the production site are selected, the number and distribution strategy of roll system and strip grid are formulated, the material mechanical property parameters of rolls and rolled pieces are reasonably set, the application methods of force and energy loads such as tension and roll bending force are given, and the three-dimensional finite element model of strip cold rolling process is established by using ansys/ls-dyna software. The measured transverse thickness curve of the rolled strip has the same trend with the simulated thickness distribution curve, and the absolute error is less than 11 μ m. The relative error is less than 1%.
Set values of different regulating mechanisms are given respectively for simulation test. Taking the roll bending force as an example, the roll bending force of the work roll is gradually increased from zero to the allowable range of the project. When the bending force is small, the rolling pressure in the whole contact area is approximately saddle shaped, and becomes convex with the increase of bending force.
The distribution of strip longitudinal length in the width direction can be obtained from the finite element simulation model, and the actual shape distribution of the current strip can be calculated by using the relative length difference method. According to the different set value deviation and shape change of the same regulating mechanism, the prior value of shape regulation efficiency under the current working condition can be obtained. However, the regulation efficiency coefficient is greatly affected by factors such as strip steel specification and process equipment status, so it is particularly important to carry out online self-learning based on a priori value.
The correlation of production data in rolling process is complex and the random disturbance is large. Orthogonal signal correction (OSC) removes the independent variables that are not related to the linearity of dependent variables, so as to reduce the number of latent variables and reduce the random disturbance in the data. Partial least squares (PLS) algorithm decomposes multiple related variables in high-dimensional data into several mutually orthogonal independent components. At the same time, considering the linear relationship between independent variables and dependent variables in the data, all independent variables and dependent variables are decomposed into mutually orthogonal independent components under certain conditions. When extracting principal components, the constraint of dependent variables on independent variables is taken into account to make the extracted principal components more accurate and stable. Combining the two algorithms, the OSC-PLS algorithm is used to obtain the actual shape control efficiency coefficient based on the prior value.
1.2 shape closed-loop multivariable optimization algorithm
Based on the characteristic that the optimal evaluation function is the deviation between the target shape and the measured shape minus the square sum of the shape deviation eliminated by each adjusting mechanism, an improved allowable direction method is proposed to solve the optimal evaluation function, which overcomes the disadvantage that the irreversible iteration matrix cannot be solved.
In order to obtain the optimal solution of the adjustment amount of the plate-shaped adjustment mechanism, the mathematical model needs to consider the adjustment limit of the adjustment mechanism. When the optimal solution only satisfies that the partial derivative of the adjustment amount of all the adjustment mechanisms is zero, that is, the optimal evaluation function reaches the ideal minimum value, but the optimal solution exceeds the adjustment limit. Obviously, it can not be used. Therefore, the optimal solution of the adjustment amount is reduced to an optimization problem with constraints:

Where, j is the evaluation function, △ u is the adjustment vector of the flatness adjustment mechanism, a is the inequality constraint matrix, and B is the inequality constraint vector.
The allowable descent direction vector of flatness adjustment can be determined by solving linear programming. Since the allowable descent direction method searches for the optimal adjustment quantity based on the allowable descent direction, the simplex method is used to optimize the allowable descent direction. The linear programming problem for solving the decreasing allowable direction vector of flatness adjustment is transformed into a form suitable for simplex optimization. Given the flatness deviation, the traditional steepest descent method and this method are used to adjust and test respectively. This method has certain advantages in residual deviation and iteration times.
02. Key technologies
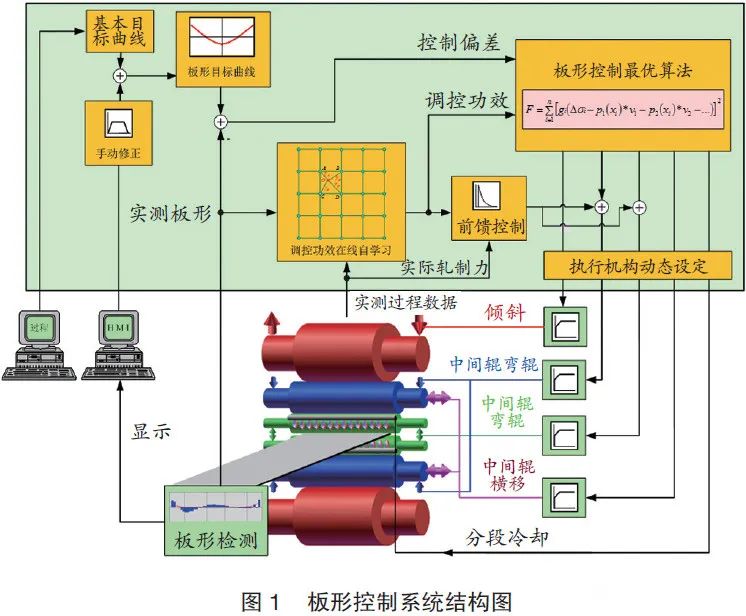
The key technologies of multivariable shape optimization control, work roll sectional cooling, edge thinning control, etc. have been studied, and a series of proprietary technologies of shape process control have been formed. The structure of shape control system is shown in Figure 1.
2.1 multi objective shape closed loop control based on regulation effect
The shape control evaluation function is constructed from the influence efficiency of the shape control actuator, the deviation between the measured value of the shape and the target value, the shape control influence factor and the adjustment quantity of each actuator of the shape control. The minimum value of the adjustment quantity of each actuator under the condition of minimizing the evaluation function is calculated as the output value of the primary closed-loop control through the optimization method, so as to realize the multivariable optimal shape control. This method can meet the control requirements of rolling mills with different shape control actuators. It only needs to define and calculate the shape control effect of the actuator, and it is universal. From the above discussion, it can be concluded that the power coefficient and the shape deviation distribution have the same form of expression. Therefore, in the shape control model of cold rolling mill based on the efficiency coefficient, the shape control objective can be determined to minimize the residual shape deviation. The multivariable optimal flatness feedback control model based on the control efficiency coefficient can describe the control process more accurately, the structure of the control model is more conducive to the promotion of rolling mills with different flatness execution structures, and the efficiency coefficient matrix is convenient for on-line dynamic optimization and self adaptation, and it is more convenient to use neural network and other intelligent control strategies.
The calculation model of closed-loop flatness feedback control is the flatness control strategy based on the least square evaluation function. Using the control efficiency coefficient of each flatness adjusting mechanism and the measured flatness value of each measuring section of the flatness roll, the flatness control effect evaluation function is established to solve the optimal adjustment of each flatness adjusting mechanism. The evaluation function is:

Where, j is the evaluation function, M is the number of measuring sections of the measuring roll, GI is the weight factor of each measuring point in the plate width direction, representing the influence of the adjusting mechanism on the shape of each measuring point in the plate width direction, n is the number of shape adjusting mechanisms, △ UJ is the adjusting amount of the jth shape adjusting mechanism, effij is the shape adjusting efficiency coefficient of the jth shape adjusting mechanism on the ith measuring section, △ Yi is the deviation between the set value and the actual value of the i-th measuring section.
Make the minimum J have:
∂J/∂△uj=0(j=1,2,…,n)
N equations can be obtained, and the adjustment quantity of each shape adjustment structure can be obtained by solving the equations.
After the control system obtains the control efficiency coefficient of each flatness adjustment mechanism of the rolling mill, the adjustment amount of each flatness adjustment mechanism is calculated in turn in the way of relay, as shown in Figure 2. After the calculation cycle of the regulation quantity of this level is completed, the regulation quantity of the next control level shall be calculated according to the sequence of relay control.
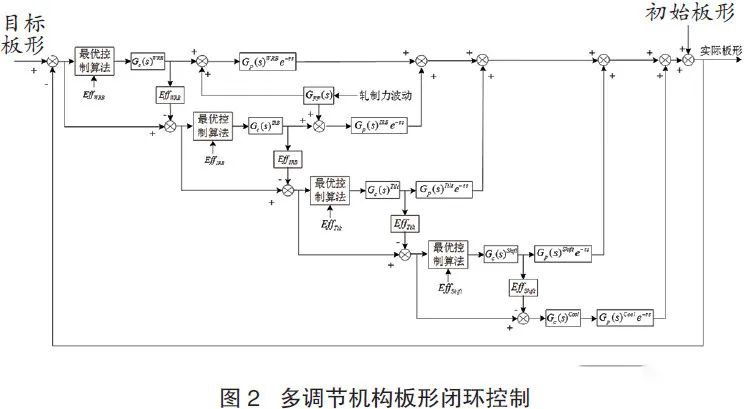
When the adjustment amount of the high priority shape adjustment mechanism reaches the limit value, but the shape deviation does not meet the requirements and there is an adjustable shape adjustment mechanism, the remaining shape deviation is adjusted by the shape adjustment mechanism with the secondary priority, and so on until the shape deviation meets the requirements or there is no shape adjustment mechanism.
2.2 dynamic substitution control of flatness adjusting mechanism
For the general symmetrical shape defects, the work roll bending can play a good shape control effect, but the work roll bending often reaches the adjustment limit. If other symmetrical flatness adjustment mechanisms have not exceeded the limit, they can be used to adjust within their adjustment range. The shape control efficiency coefficient curve of intermediate roll bending and shifting roll presents a symmetrical parabola distribution. Compared with the work roll bending control, the control ability of symmetrical shape defects of strip steel is weak. However, due to the large diameter of the intermediate roll, it is not easy to deform near the roll neck. While adjusting the symmetrical flatness defects in the middle of the strip steel, it will not affect the flatness control effect at the edge of the strip steel. Generally, intermediate roll bending and intermediate roll shifting are used for shape substitution control.
Firstly, according to the optimal control algorithm, the adjustment amount of flatness adjustment mechanisms such as roll inclination, work roll bending, intermediate roll bending and intermediate roll shifting is calculated according to the measured flatness deviation and flatness adjustment efficiency coefficient. If the calculated actual value of work roll bending exceeds its limit value, check whether the actual value of intermediate roll bending / shifting used to realize the replacement function exceeds its limit value. If not, Use the alternative mode for control, otherwise use the normal control mode.
In order to be more in line with the actual production situation on site, when studying and formulating the alternative control scheme for work roll bending overrun, the alternative control strategy shall be formulated according to the extent of the actual value of work roll bending overrun. Considering the dynamic characteristics of work roll bending control in actual production, the action lag factor can be set according to its execution efficiency, and the response lag of work roll bending control can be taken into account to judge whether the adjustment of work roll bending exceeds the limit.
Considering that the control of intermediate roll shifting will cause the uneven pressure distribution between rolls to be more prominent and accelerate the wear of rolls. In order to avoid the high-frequency lateral movement of the intermediate roll, the intermediate roll bending is set to have the highest priority when formulating the work roll bending over limit replacement control model. Once the work roll bending over limit occurs, the intermediate roll bending is selected as the replacement actuator under the condition that the intermediate roll bending and roll shifting control are not over limit. If the intermediate roll bending over limit adjustment exceeds the limit, the intermediate roll shifting is used for replacement control.
2.3 fuzzy control of work roll sectional cooling
When asymmetric rolling load and uneven heat dissipation occur in the rolling process, local "hot spots" will be caused, resulting in uneven distribution of roll diameter and local high-order complex flatness defects. Such local shape defects are difficult to be eliminated by traditional adjustment means such as roll bending, roll shifting and inclination, especially when rolling ultra-thin strip steel. Lubricating and cooling the roll by spraying emulsion can reduce the friction heat, continuously absorb the deformation heat of the strip steel, reduce the roll temperature, and control the hot roll shape of the roll.
Fuzzy control can get rid of the derivation of accurate model, and has the advantages of strong robustness and can solve the problems of nonlinearity and time-varying large pure delay which are difficult to be solved by conventional control. Here, fuzzy control is introduced into the work roll sectional cooling control of cold rolling mill. Considering that skilled operators only use empirical knowledge to qualitatively judge the relationship between coolant and strip shape. If the flatness deviation is large in some part, spray coolant to the corresponding part of the roll to control the roll gap shape and reduce the flatness deviation.
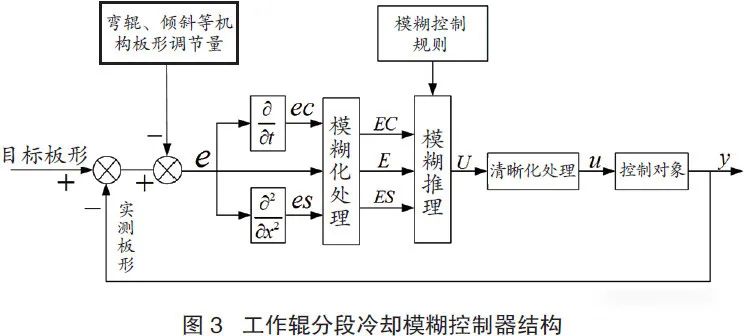
The key problem of flatness control is to eliminate flatness deviation. In addition, the change of flatness deviation in time and space should be considered. Therefore, the fuzzy controller for segmented cooling of work roll selects flatness deviation, the change of flatness deviation and the change trend of flatness deviation in space as the input of the system, and the output is the duty cycle of the cooling valve, Therefore, the work roll sectional cooling fuzzy controller is a multi-dimensional fuzzy controller, and its structure is shown in Figure 3. According to the fuzzy relation between input and output in the discrete universe, an off-line fuzzy control query table is developed, which reduces the on-line calculation time and improves the execution efficiency of the fuzzy controller.
2.4 coordinated control of edge thinning of cold rolled silicon steel
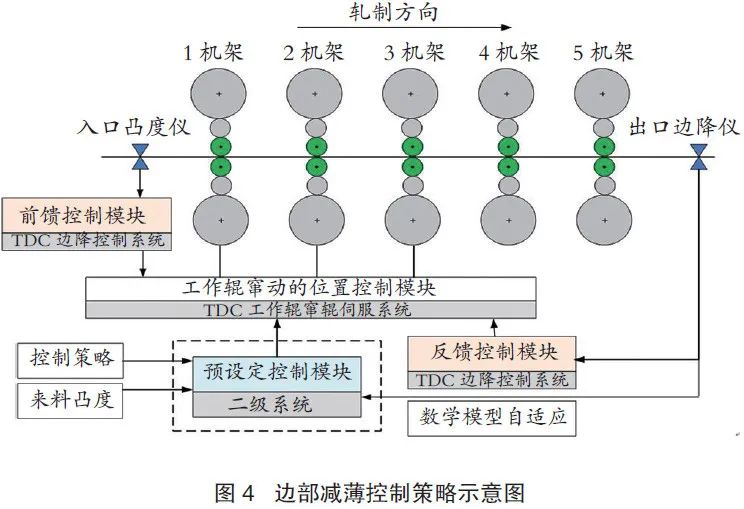
In order to obtain the best control effect, the basic strategies of edge thinning control are as follows: 1) the convexity of hot-rolled strip is used in the feed-forward setting calculation of work roll; 2) Feedback the edge thinning of finished products exported to realize closed-loop feedback control; 3) The compensation control of work roll bending is given according to the change of work roll shifting position. The control strategy is shown in Figure 4. Its mathematical model includes three main parts: feedforward preset control model, closed-loop feedback control model and roll bending compensation model.
Dead zone judgment of edge thinning data: after obtaining the measured signal of edge thinning feature point, subtract it from edge thinning standard point to obtain edge thinning value signal, then calculate edge thinning deviation value with edge thinning set value, and then judge whether the deviation is within the dead zone (≤ 2 μ m) If it exceeds the dead band range, adjust it. The dead band judgment is determined by whether the maximum value of the deviation exceeds the dead band limit.
In edge rise control, judge the edge thinning thickness of all edge detection points. If the edge rise deviation of 50 detection values exceeds +3 μ m. Then the adjustment amount of 1-3 rack roll shifting is directly +10mm, and the start flag of edge lifting control is set to control the roll shifting in the same direction. In the calculation of roll shifting value of edge thinning, after the evaluation of edge thinning, if the actual value of edge thinning at a certain point or some points cannot meet the standard, the correction amount of edge thinning must be calculated to determine the correction direction of feedback control. In the edge wedge control, judge the edge thinning thickness of all inspection points at the edge. If the edge rise deviation of 100 inspection values exceeds 1% of the outlet thickness, and the adjustment amount of 1-3 rack edge thinning and roll shifting is 0, the wedge control is output to the roll shifting adjustment amount.
The range of the axial displacement of the work roll is determined by the length of the cold rolling edge thinning zone and the working length of the taper roll. In the feedback control, the range of the axial movement of the upper and lower rolls and the level difference between the upper and lower rolls are limited. When the axial movement operation amount of the work roll exceeds the limited range, the feedback amount will be corrected. The principle is to give priority to the control of the relatively thinned side.
As the work roll shifting position of 1-3 racks is constantly changing with the requirements of feedback control, the effect of bending roll actuator used for flatness control of each rack will inevitably change. For 1-5 racks, the bending roll is required to have the function of automatic compensation to ensure the effect of bending roll. The compensation methods are as follows:
Where, △ FW, IACT are the compensation amount of WR roll bending of I frame, △ SW, IACT are the change amount of WR shifting position of I frame, △ SWT, IACT, △ SWB, IACT are the actual performance value of upper / lower work roll shifting position, and kwi is the roll bending influence coefficient.
2.5 development trend of shape control technology
Shape control technology is the core of modern strip rolling system. In the future, the competition in the field of strip steel will be more intense, which will accelerate the progress of strip rolling control technology.
1) The rolling mill with more convenient, reliable and highly complementary flatness adjustment mechanism is developed, including on-line powerful and fine cooling device. In the work of roll shape design and optimization, attention is paid to the study of roll profile self preservation.
2) The shape control of the continuous rolling mill is coordinated by the whole mill. Therefore, the coupling effect between multiple actuators / multiple stands must be considered, especially the influence of tension and thickness control between stands on the shape, as well as the collaborative strategy of crown and shape control of different stands.
3) The control efficiency function contains all the information of the whole profile, which is more suitable for complex shape control and the investigation of control performance details. The flatness and cross-section vector evaluation method is more suitable for the overall evaluation of mill shape control performance. It is the future development trend to comprehensively analyze mill shape control characteristics with a variety of methods.
4) There are a lot of assumptions in the mathematical and physical model of strip shape, and the existing control strategies are difficult to meet the requirements of higher precision. The artificial intelligence control method based on industrial big data has been applied in the rolling process. Industrial data mining technology should be vigorously developed and innovated to make full use of idle production data and further improve the flatness / edge thinning control accuracy on the premise of reasonably formulating flatness performance evaluation indexes.
03. Industrial application
The scientific research projects completed by the center in conjunction with Angang Steel and the first heavy industry group won the second prize of the national science and technology progress award after the "independent research and development and industrial application of cold rolling shape control core technology", and the "research and development and application of high-precision cold rolling shape and edge thinning control technology" won the first prize of Metallurgical Science and technology in 2016. The practical application shows that the actual shape control quality is much higher than the guaranteed value of the imported shape control technology, the standard deviation of shape is less than 7I, and the edge thinning of silicon steel is less than 5 μ m。 The technology cost is far lower than the imported technology, which has a strong competitive advantage in the market. The technical achievements have been applied in the six cold rolling production lines of Angang Group, svenkod 1450 acid rolling line, Shandong Guanzhou 1450 cold continuous rolling and other production lines, and the products have achieved full coverage in the fields of automobiles, household appliances and other users.
04. Conclusion
The successful development of cold rolled strip shape control technology has formed a unique technical system in the field of international cold rolled strip production. This work creatively realizes the theoretical research and industrial application of multivariable shape closed-loop control system based on the combination of model adaptation and shape control efficiency, which is the latest research content of plate and strip rolling application technology at home and abroad. The control system with completely independent intellectual property rights and the core technology system of process control have been formed, and great economic benefits have been achieved in practical application. Shape control system and shape control technology have been successfully applied in industrial production. The technical achievements have distinctive characteristics, filled the domestic blank and have important popularization value.


Gather industry trends
 15358968703
15358968703
Gather industry trends
15358968703