
15358968703
Welcome to the official mall of Cloud rolled steel !

Surface quality defect analysis of hot rolled strip
Abstract:With the development of information technology, the process and quality control platform will play an active role in the hot rolling production process. By combining data-driven algorithm and intelligent algorithm, this platform can realize the functions of accurate quality determination, process parameter monitoring, quality defect analysis, quality related equipment monitoring and so on, which provide a strong support for the realization of intelligent, less human and fine hot rolling mill. In this paper, the causes of the surface quality defects of the two most common hot-rolled strip steel in the process of hot-rolled plate production are analyzed, and the relevant control methods are put forward, which can effectively improve the pass rate of hot-rolled products.
In recent years, with the continuous development of China's iron and steel metallurgy technology, the large iron and steel enterprises continue to explore the direction of steel rolling independent research and development technology and application. At present, the well-known domestic enterprises in the hot rolling process has made rapid development. For the causes and control measures of surface quality defects of hot rolled strip steel, there are also the latest improvement strategies. At present, the quality requirements of hot rolled strip steel generally include finished product specifications, flatness, crown, size and other permissible deviations. The quality of the roll includes sickle bend, local pitting, and tower contour. The surface quality defects of hot rolled strip include inclusions, scratches, iron sheet impingement, strip edge breakage and roll marks. In the actual production process of hot rolled strip steel, due to the continuous improvement of various quality detection technologies, the quality pass rate of the product has been greatly improved, but there is still a lot of room for improvement for very individual product defects. In view of the existing defects of hot rolled strip steel, all enterprises are actively developing new ways and new methods to achieve real-time and accurate quality control in production. Combining with the current process and characteristics of our company's hot rolled strip steel production line, several defects existing in strip surface quality are analyzed, and corresponding improvement measures are put forward.
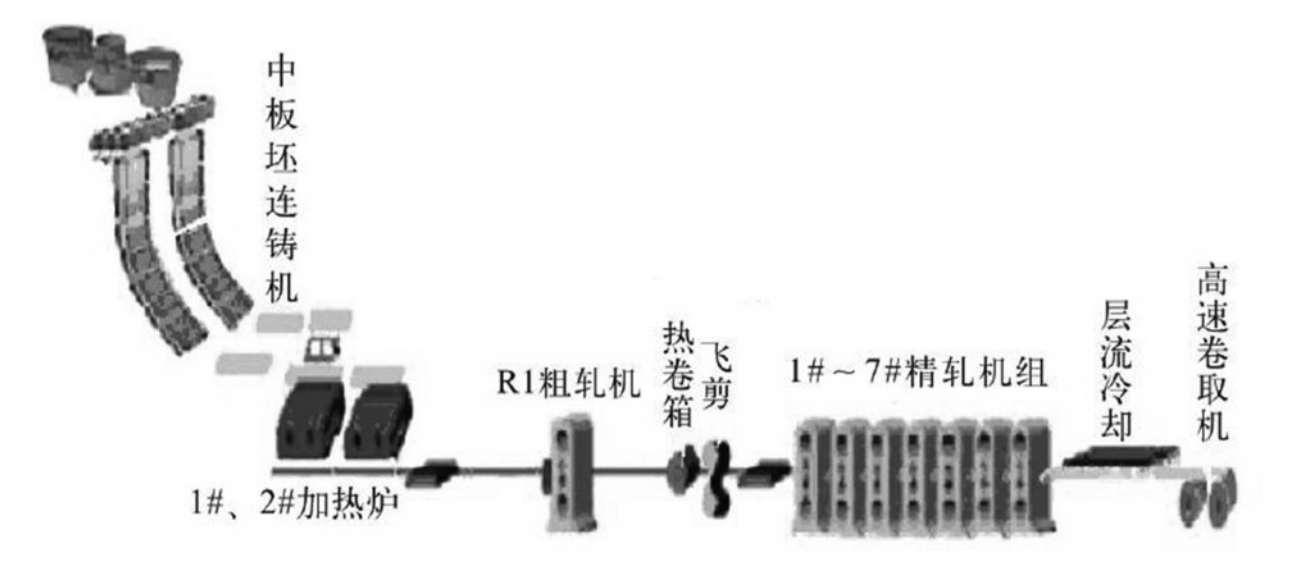
FIG. 1 Process flow chart of the production line
1, the cause of sickle bend Sickle bend is the most common surface quality defect in hot rolled strip steel. This type of defect generally occurs in the production unit deviation state, resulting in strip steel scraping, serious will cause production accidents. There are many reasons for this defect, generally in the hot rolling process production, the process parameters in the field may have an impact on the production of strip steel, production environment factors can also make the strip cooling uneven and finally appear temperature difference. In terms of raw material factors, if there are horizontal differences in the slab, there will also be a sickle bend phenomenon. In terms of equipment factors, if the stiffness difference between the drive motor and the frame on the operating side is large, the slab will run off after entering the roll and deviate from the center line. The automatic control factors, such as the given parameters or the improper control system, cause the wedge defect in the strip cross-section after slab rolling. These factors will make the slab in the rolling system and the force on both sides of the difference and asymmetry, resulting in roll tilt, plate shape dimensional accuracy changes, resulting in sickle bend. Combined with the actual production situation of our factory, the author analyzes the common factors that produce sickle bend.
(1) Temperature factor. The temperature factors mainly include the following three aspects: When the hot-rolled slab is heated in the heating furnace, there is a difference in the transverse heating, resulting in the temperature difference between the driving side and the operating side of the slab. In the rolling process, if the cooling system is distributed differently on both sides of the slab, there will also be a temperature difference between the driving side and the operating side of the roll itself. If in the production process, the wiper board of the working rail is leaking, it will also cause the temperature difference between the two sides of the slab.
(2) The influence of offset rolling center line. In hot rolling slab rolling, various reasons cause the slab to deviate from the center line, resulting in uneven rolling force on both sides, resulting in fluctuations in strip thickness at the outlet and the formation of sickle bend.
(3) The influence of wedge quantity. Due to the uneven thickness of the incoming material, or the different modulus of the rolling mill between the operating side and the driving side in the operation process, the control system appears non-synchronous factors in the rolling process, and finally the thickness of the two sides is different.
(1) In the rolling process should strictly control the parameters in the hot rolling process. And according to the set parameters, while ensuring the magazine furnace temperature heating uniform. In general heating furnace, the temperature difference between horizontal and longitudinal control of slab is within the range of ±20℃.
(2) In the use of rolling mill equipment to strictly control the regular replacement of rolls, it is strictly prohibited to overload or exceed the deadline of the work roll use phenomenon. The accuracy and wear of the roller should be tracked and recorded in time. All kinds of work rollers in normal use are regularly maintained in accordance with the repair requirements. The bearing seat of the working book should be gasketed in order to reduce the gap during use. Avoid rolling cross phenomenon. When the work roll is found to have serious wear, it should be replaced in time to prevent the rolling roll from shifting. The cooling system in the process should be checked regularly during the production process to ensure that the nozzle of the cooling system is intact. When the nozzle is blocked, it should be dredged in time to ensure uniform water volume. In addition, it is necessary to deal with the water leakage of the work roll wiper plate in the rolling process in time to prevent various quality defects due to the uneven temperature on both sides of the strip.
(3) Strengthen the monitoring of AGC from the electrical point of view. Pay close attention to the change of AGC oil column. When the oil column difference between the operating side and the transmission side is obvious, the clutch must be separated by electric pressure immediately, and the oil column on both sides shall be kept level after adjustment on one side.
(二)The production and solution of hemp surface
1、The cause of hemp surface
(1) The pressing of iron oxide in the production process of hot rolled strip steel comes from the uncleaned oxide sheet in the heating furnace. Most of the primary oxide is formed during the heating process, and after the magazine process, a zigzag water drop is formed on the surface of the strip. The distance of the primary oxide sheet formed on the surface is relatively far, and it generally appears at the tail of the steel plate. After the rough lashing process, it appears as black particles. After the phosphorus removal process, the oxide sheet splashes onto the surface of the strip and is finally rolled in.
(2) In the hot rolling production process, there is a part of the pocked surface because of the secondary oxide sheet rolled into the formation. Because of the large force per unit area in the rolling process, thin strip steel is very prone to this phenomenon. Secondary iron oxide generally occurs after the first phosphorus removal of the slab. Surface defects caused by secondary iron oxide form patterns such as jagged water droplets or ripples on the final product quality. Sometimes it also takes on the shape of smooth water droplets or streamlined particles.
2、solution
(1) Improvement of heating process. Optimize and formulate the operation procedure of the reheating furnace, so that the generated oxide sheet can be easily broken and removed in the descaling system and rolling mill; Reduce the oxidation atmosphere in the furnace to ensure a micro-oxidation environment; To realize the segmental heating of the heating furnace and shorten the residence time of the slab in the soaking section.
(2) Upgrade the descaling system. Improve the performance of coarse descaling equipment and process. To this end, our factory has reformed and upgraded the descaling system, improved the opening degree of the descaling machine, optimized the Angle and distribution of the nozzle, added a set of side nozzle purging device at the exit of the coarse descaling system, and regularly checked the flow rate and pressure of the descaling pump. In addition, we also set up two chains at the entrance and exit of the descaling machine, which can play the role of water blocking on the one hand and mechanical descaling on the other hand. At the same time, the desquelling effect of the test board is checked every week, and the impact distribution and depth of the test board are analyzed to adjust the high pressure water pressure or replace the nozzle.
(3) Optimization of rolling process. When rolling, ensure the number of rough rolling to achieve the descaling effect, usually more than 3 times, the first fine rolling should be based on descaling, without control rolling, the thickness of more than 20mm strip steel should be appropriately increased rolling descaling times.
(4) Strictly implement product inspection standards. Strengthen the inspection management of hot plate strip steel. Once the pocked strip steel is found, the relevant departments shall be notified to polish the defective parts. If the pocked surface area accounts for a large proportion, the shot blasting treatment shall be implemented until the inspection is qualified.
三、peroration
The surface quality of hot rolled strip steel is one of the important factors to judge the overall quality of steel plate. However, in the actual production process, raw material quality, production technology and production equipment and other factors may cause the surface of the strip to form scars, pockmarks, roll marks, cracks, scaly skin, needle eyes, scratches, holes and other defects. It not only affects the appearance of the product, but also has a serious impact on the fatigue strength, wear resistance, corrosion resistance and other mechanical properties of the strip. This paper focuses on the analysis of the causes of surface quality defects of two kinds of most common hot rolled strip steel, and puts forward the relevant control methods, so as to effectively improve the surface quality of hot rolled products.


Gather industry trends
 15358968703
15358968703
Gather industry trends
15358968703