
15358968703
Welcome to the official mall of Cloud rolled steel !

[case] Analysis on abnormal damage of backing bearing of twelve high mill
In a 1400 single stand reversible twelve high cold rolling mill in a factory, the back-up roll bearings frequently appeared the phenomena of bearing inner ring edge peeling, rolling element falling off, and outer ring edge cracking, which seriously affected the normal production demand.
To solve this problem, the technicians of the bearing manufacturer tracked the bearing assembly site of the factory from time to time, and participated in the installation, disassembly and maintenance on site. The following is described through the tracking of the three cycles of the bearing:
1、 Bearing structure
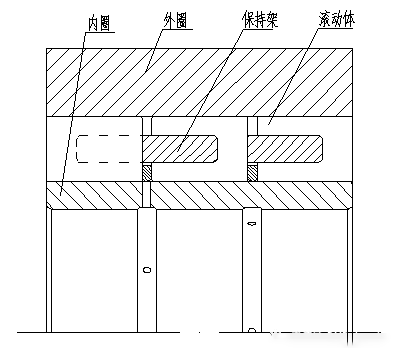
2、 Main forms of bearing damage
Most of the damage phenomena are that the rolling element is worn and steps and edges are broken; The inner ring edge of the corresponding rolling element is peeled off and cracked; The corresponding outer ring raceway edge is cracked.
3、 Cause analysis
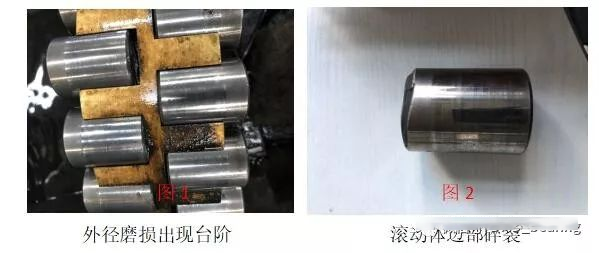
1. As shown in the above (Figure 1), the outer diameter wear has a step, which occurs when the new bearing is off the machine for maintenance in the first cycle (15 days of on-board operation). The step is located at the boundary between the axial wrapped rolling element area and the non wrapped area of the bearing cage. Then, the outer diameter micrometer is used to measure the rolling element diameter. The diameter of the cage wrapped area is ø 39.972 and the diameter of the non-standard wrapped area is ø 39.991, with a difference of 0.019mm.
It can be confirmed that when the bearing is running, the change of the rolling element diameter will lead to uneven stress on the rolling element, resulting in large stress on the non wrapped area (about 1/4 of the end face) of the rolling element.
2. As shown in the above (Fig. 2), the edge of the rolling element is broken. Through inspection, it can be confirmed that all the rolling elements with broken edges are one end of the non wrapped area of the cage, which occurs in the second or third maintenance cycle of the new bearing. Similarly, the diameter of the rolling element with broken edges is measured. The diameter of the wrapped area of the cage is ø 39.951, while the diameter of the non-standard wrapped area is ø 39.989, with a difference of 0.038mm. It will inevitably lead to further uneven stress of the rolling element, thus causing edge damage.
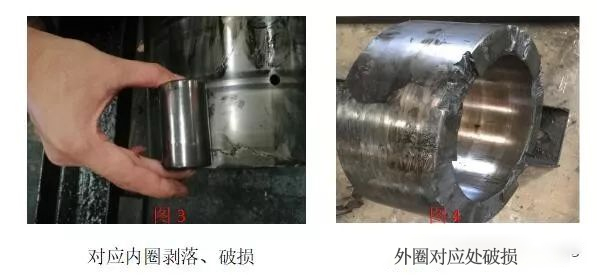
3. As shown in the above (Fig. 3) (Fig. 4), the inner ring edge of the corresponding rolling element is peeled off and cracked; The cracks at the edge of the raceway of the corresponding outer ring began to appear in the third cycle of the bearing. In summary (Fig. 1) (Fig. 2), it is confirmed that the damage of the inner ring and outer ring of the bearing is caused by uneven wear and stress of the rolling element.
4. Analysis conclusion: the abnormal damage of the bearing is caused by the abnormal wear of the rolling element, which leads to uneven bearing force, and finally leads to the abnormal damage of the rolling element itself, the inner ring and outer ring of the bearing.
4、 Analysis and comparison
After the damage of the bearing batch occurred, the previous batch of bearings were tested and compared. The bearing rotation accuracy, geometric dimension, heat treatment, roughness, hardness, etc. were the same, but the previous batch of bearings were used without abnormalities. So far, the above abnormal damage caused by the bearing itself was excluded.
Then check and test the lubrication of the bearing. The lubrication method of the bearing is lotion circulating lubrication. The lubrication amount is about 1100 liters per minute. The emulsion entering the bearing must be strictly filtered. A large amount of emulsion circulates to take away the heat inside the bearing, so as to achieve the purpose of cooling and lubrication.
When cleaning the bearing, it is found that there are obviously more attachments to the bearing cage than before, as shown in Figure 5. Hard particles are obvious when touching with hands.

It was judged that the abnormal wear (non-uniform wear) of the rolling element was caused by poor lubrication. Subsequently, the emulsion was sampled and tested, and the saponification value and pH value concentration exceeded the standard. It was further determined that the abnormal wear of the rolling element was caused by poor lubrication of the bearing by the emulsion.
5、 Mitigation measures
1. Firstly, adjust the adjustment emulsion according to the rolling product specification, speed, rolling force and other factors to ensure the cleaning and lubrication effect of bearing lubrication, such as: adjust the saponification value to 145mgkoh/g pH value 7, concentration 3%, etc., check the filtration system, magnetic filtration, etc. to ensure normal operation.
2. The orientation of the rolling element must be adjusted every time the bearing comes off the machine, that is, the non wrapped area of the rolling element must be turned into a wrapped area to slow down the uneven wear of the bearing rolling element, and the inner ring stress area shall be adjusted at the same time.
3. Shortening the on-line cycle of the bearing, for example, from 15 days to 10 days, also slows down the uneven wear of the rolling element. Put an end to the vicious circle.
6、 Elimination measures
After ensuring that the lubrication is adjusted to the process requirements, the bearings shall be repaired in batches to eliminate the defective operation of the bearings. The rolling elements shall be returned to the factory for grinding, the outer ring shall be returned to the factory for grinding, the new inner ring shall be assembled from the new one, and finally assembled in groups, so that the section height of the adjacent two sets of bearings in each group (6 sets of side supports and 5 sets of middle supports) is not greater than 2 μ m. Not more than 6 for the whole group μ m。


Gather industry trends
 15358968703
15358968703
Gather industry trends
15358968703