
15358968703
欢迎来到云轧钢官方商城!


基于兴澄特钢4300mm中厚板轧机机械压下的装置问题解析
2022-07-04
摘要:在当今社会中,钢铁是一种非常重要的材料,在很多领域当中,都有着广泛的应用。以兴澄特钢为例,4300mm中厚板轧机的机械压下装置存在着一定的问题,对钢厂生产效率产生了一定的影响。基于此,本文首先对兴澄特钢4300mm中厚板轧机机械压下装置的结构原理进行了介...

吐丝机圈型分析及控制措施
2022-06-30
【摘要】:吐丝机是高速线材生产的关键设备,本文从吐丝机的吐丝原理入手,分析了吐丝过程中影响圈型的主要因素,并提出了控制圈型的措施。【关键词】:吐丝机、吐丝管、夹送辊一、前言70年代线材生产出现了450悬臂式高速无扭线材轧机和斯太尔摩擦控制冷却线。这两项新技术的...

钢铁厂安全操作规程汇总
2022-06-28
装配工安全操作规程1.工作前应先检查工具和及其用具是否完整,经检查后方可进行工作。2.装配一定要按装配工艺流程进行装配,对组装前的零部件进行认真清点和复核。3.合理选择装配工具和设备。4.密封面的研磨一定要注意安全,衣袖要扎紧,大的工件一定要将工件压紧,方可操...

导卫装配工操作规程
2022-06-27
一、标准及参数:1.各架次导卫盒、导卫付、导辊、耐磨板、鼻锥等导卫组件的选择应严格遵守导卫布置表。2.滚动导卫两导辊装配宽度尺寸,按照轧制表提供的各架次轧件尺寸进行控制,粗中轧滚动导卫内侧宽度可比轧件宽度大0.5mm,精轧、减定径滚动导卫内侧宽度应与轧件尺寸相...

轧钢调整培训专业教材汇总
2022-06-27
辊缝的调整辊缝调整的正确与否直接影响轧制过程的稳定,也决定了轧件出口的尺寸。辊缝调整质量的判断依据是:轧制过程平稳,轧件尺寸合格,轧件形状正常和压下量分配均匀。具体操作有三项:①轧制一定量后补偿轧槽磨损的辊缝调节(补偿调节)。②依据轧件尺寸和所轧钢材或工艺参数...

精轧调整工工艺技术操作规程
2022-06-25
1.精轧机是高线车间的关键部位,技术要求工艺纪律比其它机组有明显区分,时刻保持高度警戒;2.调整工首先应准备好精轧机所需要的卡尺、样棒等专用工具,熟悉掌握各项操作要求;3.调整工在预调各架次的进口滚动导卫时,首先用样棒插入导轮之间,使两滚轮能够轻松转动松紧度正...

轧钢厂高棒轧钢工岗位安全操作规程
2022-06-24
2.作业前应对使用工具进行检查,防止打滑造成摔伤;禁止戴手套使用大锤;4.在换辊、换槽、换导卫时必须严格执行锁定程序,行车配合作业时应有专人指挥;6.使用手提砂轮机时必须佩戴防护镜,禁止在轧机旋入方向磨槽.在线检查或调整进口导卫时严禁戴手套;8.测试辊缝的铁丝...

无孔型轧制
2022-06-23
在没有轧槽的平辊上轧制钢坯和棒材的方法,也叫平辊轧制、圆边矩形轧制或无槽轧制。方坯、方钢和圆钢一般都是在排列有各种孔型的轧辊上轧制而成。但这种轧法轧辊消耗和储备量大,换辊频繁,不仅严重地影响轧机生产率的提高,而且致使生产成本增加。为此,世界上许多国家研究在钢坯...

导卫的安装与调整
2022-06-22
圆钢和螺纹导卫调整:一)单线部分1、所有的进口滚动导卫在调整时,导卫的导辊必须距导卫的轧制中心线(导卫中心线)是一致的,禁止导辊的偏向,那样会产生进口对不准,导辊易损坏,轧件易倒料。如:12H进口滚动导卫在调整时,导辊的间隙与实际料型的间隙为±1...
高精度冷轧板形控制与装备技术
2022-06-21
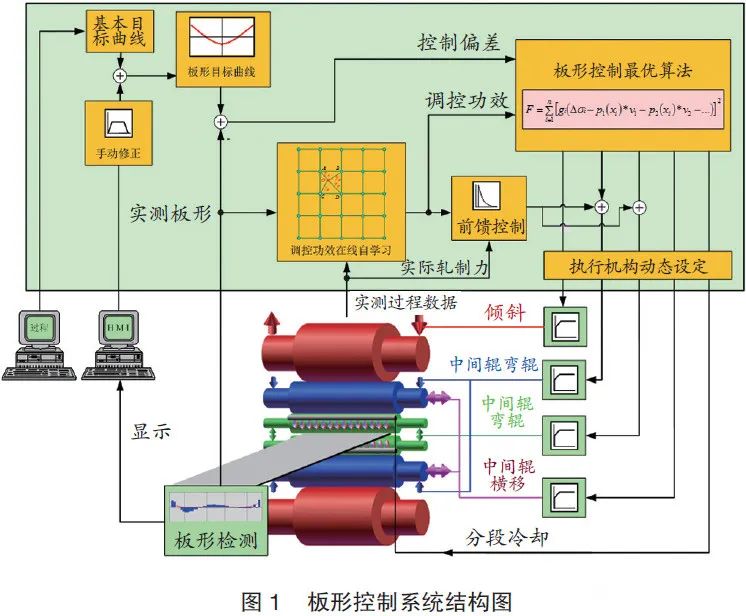
“高精度冷轧板形控制与装备技术”研究针对汽车板、家电板、电工钢等对冷轧带钢平直度和边部减薄越来越高的质量需求,旨在通过板带材变形理论、板形调控功效、多变量优化算法等研究,开发突破板形目标曲线自适应设定、多变量优化闭环控制、调节机构动态替...
热轧精轧主传动振动在线监测及故障诊断设计
2022-06-20
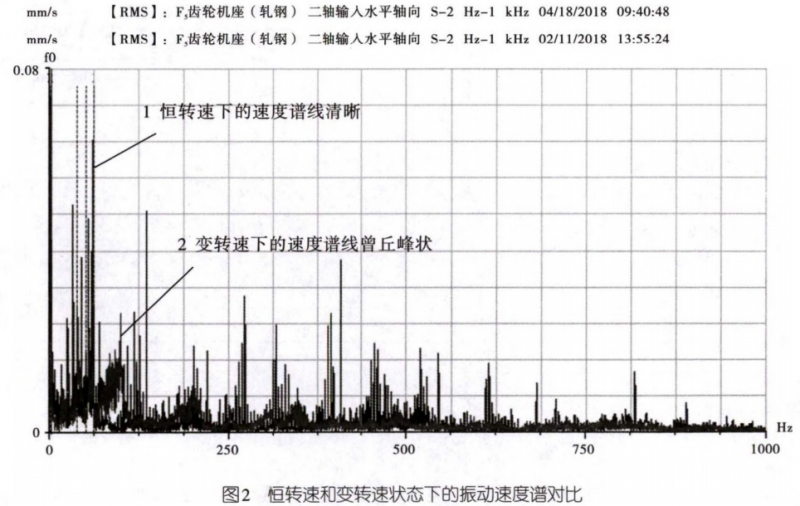
本文阐述了鞍钢股份鲅鱼圈分公司热轧精轧主传动振动在线监测及故障诊断系统的总体设计、基本构成及数据存储策略等。系统可实现轧钢恒定转速下的数据采集及存储,使频谱分析效果更佳。1、引言鞍钢股份鲅鱼圈钢铁分公司热轧1580生产线于2008年9月投产使用,其精轧机组由7...
高线轧机间活套基础知识
2022-06-17
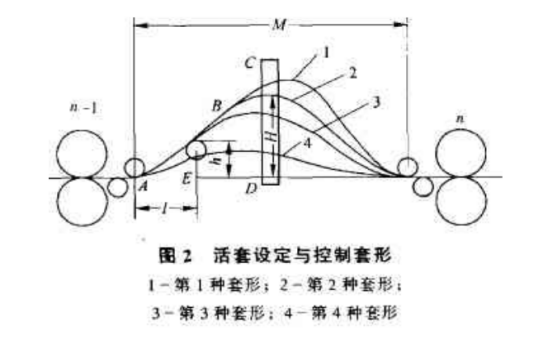
活套现代高速线材轧机为保证产品尺寸精度,采用微张力及无张力轧制,以消除轧制过程中各种动态干扰引起的张力波动和由此引起的轧件尺寸波动。由于精轧机组为集体传动,故精轧采用微张力轧制,其微张力值由固定速比和各架给定孔槽面积保证,速比不会因控制而改变,轧件面积将因来料...


实时汇聚核
心行业动态
 15358968703
15358968703
实时汇聚核心行业动态
15358968703