
15358968703
欢迎来到云轧钢官方商城!


铝材轧制过程中常见问题的解决方法
2023-05-18
铝原料轧制过程中的质量控制技术对现行的的生产型企业来讲是十分重要的。我们现在所采用的原料轧制技术是沿用上世纪七十年代中期上海铝材厂传授下来的成熟的轧制技术(当时这种技术属国内比较先进的生产技术),从铝锭和角料进炉开始到成品铝带出厂,系列铝加工轧制技术均能够得到...

中厚板表面横向裂纹缺陷分析及控制对策(2)
2023-04-10
2.1线状横向裂纹线状横向裂纹缺陷的产生,主要是由于铸坯表面二次冷却水相邻喷嘴叠加区域冷却强度过大,裂纹沿振痕波谷处延伸,造成表面横裂,超声波探伤可以检测出铸坯微小横向裂纹。根据气温及介质温度变化,调整水量,在保证内部质量的基础上,减少矫直段区域水量,保持矫直...

线材自动修卷系统
2023-02-27
1最新技术目前,有两种方法来剪切线材轧机的线圈。第一种是使用高速剪,一般放置在卷取之前和淬火之后。剪切机在操作员设定的工位内,在特定材料热处理淬火工艺定义的算法内,自动剪切每个钢坯的头部和尾部。速度超过120m/s时,精确重复剪切线材具有挑战性,需要高科技、高...

热轧无缝钢管的优缺点
2022-12-27
一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,热轧,顾名思义,轧件的温度高,因此变形抗力小,可以实现大的变形量。以钢板的轧制为例,一般连铸坯厚度在230mm左右,而经过粗轧和精轧,最终厚度为1~20mm。同时,由于钢板的宽厚比小,尺寸精度要求相对低,不容易出...

螺纹钢切分工艺常见堆钢问题探讨
2022-09-14
1、切分轧制中常见堆钢现象及原因分析1.1、13架进口堆钢造成13架进口堆钢的主要原因有:1)10架出口料型发生扭转,导致13架进口堆钢。该问题在1号、2号棒线投产初期最容易出现,主要影响因素:10架轧机精度差,错辊严重;轧件宽高比过小,轧件运行途中容易发生扭...
圆钢轧制缺陷分析与处理
2022-09-14
1引言圆钢对表面要求极其严格,不能有任何缺陷,表面质量控制难度大,一直是圆钢生产的瓶颈。本文以天津钢铁集团有限公司(简称天钢)棒材厂热轧圆钢为研究对象,结合近年来在轧制圆钢时出现的问题,探讨各种缺陷产生的原因及解决方法,并总结经验,以指导圆钢生产和检验。2圆钢...
二十辊可逆式冷轧机组的优势及存在的问题
2022-08-22
二十辊可逆式冷轧机组拥有工作辊直径小、轧机机架刚性大等优势,在不锈钢、硅钢、合金钢、合金材料等冷轧领域,得到了广泛的应用。特别是随着我国国产冶金设备科技的迅速发展,二十辊可逆式冷轧机组已悄然进入不锈钢钢生产领域,用于高精度生产极簿钢带。关于二十辊可逆式冷轧机组...
高速线材在轧制过程中产生堆钢的原因及处理
2022-08-08
1前言首钢股份公司第一线材厂生产线设备仿摩根五代轧机设计,国内厂家生产,该生产线最大稳定轧制速度为88m/s。全线由28架轧机组成,粗、中轧共14架,预精轧4架,为平立交替布置,精轧机10架为顶交45°布置,精轧机后无减定径机组,直接是夹送辊及吐丝机。...

HRB400、HRB400E、HRB500钢筋轧钢控制要点
2022-08-08
一、原料的准备1、上料班组做好转炉HRB400-HRB500钢坯的分类堆放及标识工作,杜绝混号。2、对于掉队坯要单独存放,不得混入其它炉号。3、在炉内钢坯要用要用耐火砖做好隔离工作,并记录好前后顺序和数量。二、钢坯的加热1、钢坯加热严格按照加热制度加热,预热段...
冷轧轧制油的选择及原理
2022-07-21
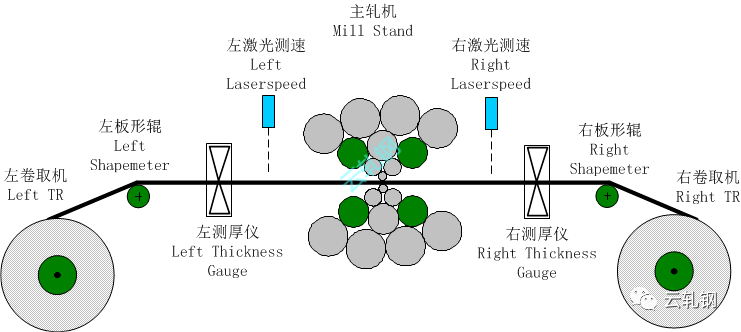
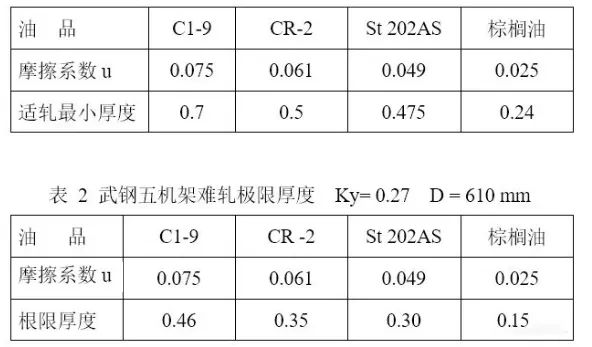
1.前言冷轧轧制选择轧制油是否正确,直接影响到轧机的产量和质量.特别是新建的轧机,必须选择合适于轧机特点的冷轧油,才能满足轧制规范和后部工序的要求.本文根椐武汉钢铁公司冷轧厂五机架轧机,HC轧机及宝钢五机架连轧机组的一些经验和数据,提出适合于循环系统的冷轧轧制...
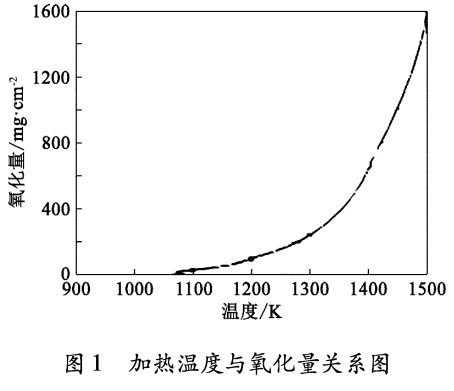
轧钢加热炉降耗提效技术研究
2022-07-07
加热炉是钢铁行业生产环节中重要的热工设备,在轧钢生产中占有十分重要的地位,其能耗占钢铁工业总能耗的6%。加热炉的主要任务是在保证加热工艺要求的前提下,将钢坯加热到要求的温度,并尽可能减少燃气和电能的消耗,降低排放物对环境的污染。文章对加热炉的智能控制技术进行了...
吐丝机与夹送辊
2022-07-05
夹送辊电流限幅值调节的作用通过夹送辊电流限幅值的调节,可以改变夹送辊在夹持过程中的工作状态及夹送辊夹持能力。应控制其产生的夹持力小于压下力与摩擦系数的乘积,以使夹送辊圆周速度与线材速度之间的准确匹配,从而保证良好的吐丝质量。夹送辊的速度设定及其技术要求夹送辊的...


实时汇聚核
心行业动态
 15358968703
15358968703
实时汇聚核心行业动态
15358968703