
15358968703
欢迎来到云轧钢官方商城!

浅谈特大型圆柱轴承的优化方向
随着冷轧六辊轧机的普及以及AGC改造提升,轧机一直在向高载高速方向发展,普遍线速度可达800-1000m/min,轧机在运行时,支撑辊承受轧制时的全部径向载荷,要求轴承在有效的径向及轴向空间内提供最大的径向载荷以及刚性支撑,这就要求轴承在设计时必须兼具高载荷、高刚性、高精度等要求,目前FCDP型四列圆柱滚子轴承因结构及特性符合轧机支撑辊辊系主轴承的各项要求,因此为首选结构。
轴承结构
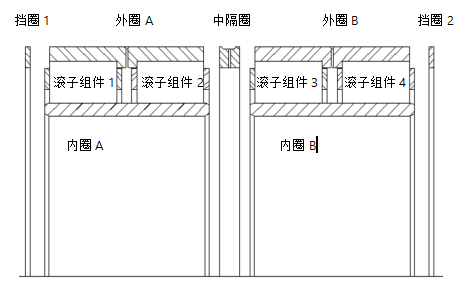
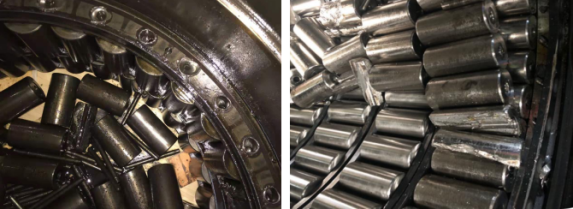
FCDP型圆柱滚子轴承作为典型的轧机辊系轴承,在给定的安装空间内,相较于其他类型轴承可提供最大的径向承载能力,且具有较低的摩擦系数。轴承由两个活动挡圈、一个活动中隔圈、两个外圈、四列滚子组件、两个内圈组成。性能特点精度高结构分离程度高,挡圈及隔圈均为活动可分离圈,外圈接近规则圆环件,内圈为标准圆环工件,其整体零件为规则几何体,更便于机加工时对工件的精度控制。承载强滚动体设计为中空结构,保持架支柱穿过滚动体中心节省了整套轴承滚动体的圆周排列空间,与同尺寸系列轴承相比使轴承能够容纳更多的滚动体,大幅度的提升了轴承的承载能力。局部互换轴承外圈组件与内圈可分离,安装后外组件安装在轴承箱内,内圈过盈安装在轧辊轴颈,使用过程中可实现内圈与外圈组件之间的互换通用。便于检查拆卸后内圈过盈安装在轧辊轴颈跟随辊颈一体,外圈组件与轴承箱一体,可直观的检测到轴承内圈、滚动体、外圈载荷区等关键部位的使用状况。便于清洗轴承分离程度高,内圈、外圈、隔圈、滚子组件均可分离,在进行机洗或手工清洗时可高效快速的清洗干净吸附在零件表面的油脂和异物。依据市场调研总结,特大型圆柱轴承主要存在如下类型的损坏及差异:
1、外圈在使用一定周期后,出现较大变形量,平均椭圆值在0.15mm,造成二次或三次安装时安装困难,严重的的直接导致无法安装;
2、滚动体的设计长短、数量、直径差距较大,同型号轴承的滚动体直径差平均值达到3mm,长度差平均值达到8mm,数量总数差平均值达到10粒;3、滚动体与挡边研磨,使用中期出现滚动体及挡边研磨毛边问题;

4、滚动体及内圈表面出现严重的安装或拆卸划痕及磕伤;

5、个别滚动体提前疲劳破损或外圈单列滚道承载区剥落问题;

6、保持架破损脱焊,支柱断裂问题;
优化方向1、依据外圈容易变形,径向载荷大,需要对外圈壁厚进行调整,适当的调整滚动体与外圈的截面比值,加厚外圈,首先保障轴承具有足够刚性,确保在运行时轴承弹性变形量无限缩小,可以保障载荷的均匀分配,提升轴承的整体运行寿命;
2、调整滚动体之间间距,可以压缩相邻滚动体之间的间距L,节省出的空间,用来增加滚动体的数量;
3、依据挡边与滚动体端面客观存在滑动摩擦的问题,严格控制挡边与端面的平行差,严格控制边挡圈的翘曲变形量,严格控制挡边接触端面的粗糙度值;
4、保持架属于纯被动运动,同时贯穿滚动体,需要精确配置保持架支柱与滚动体内孔的间隙h,需兼具易润滑、耐冲击的特性,同时需严格控制保持架组件连接(螺纹与焊接)后的变形量保持最小,防止引发滚动体的运行轨迹偏斜;
5、根据轴承需要周期性拆卸的问题,可依据轴承箱体的结构,拆装现场情况,进行拆卸工具的优化或改造,最大限度的杜绝拆卸过程中对轴承造成的磕碰损伤.


实时汇聚核
心行业动态
 15358968703
15358968703
实时汇聚核心行业动态
15358968703